33 podprogramy, Vyvolání podprogramu: l"xx" v1 – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 423
HEIDENHAIN MANUALplus 620, CNC PILOT 640
423
4.33 Pod
p
rogramy
4.33 Podprogramy
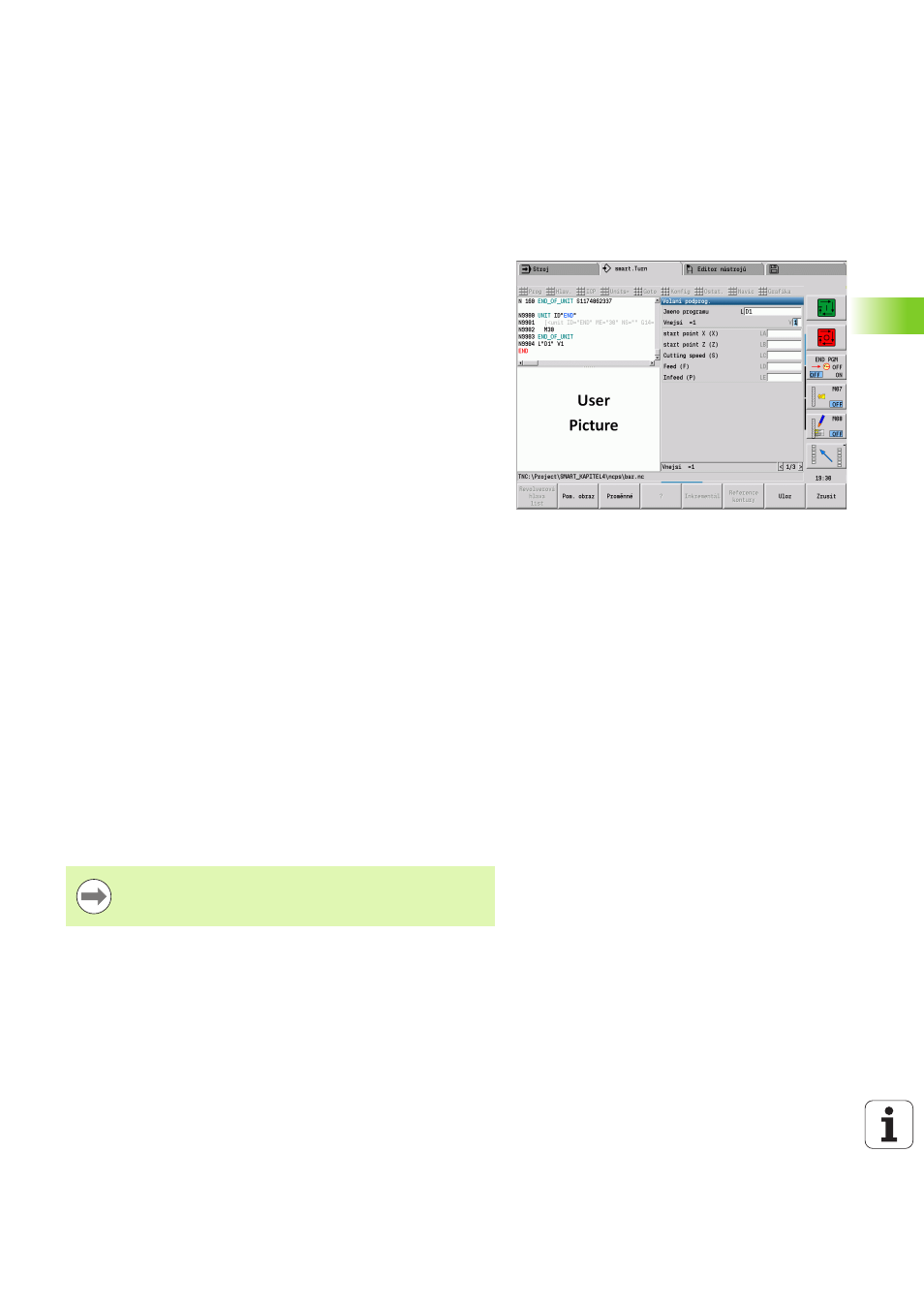
Vyvolání podprogramu: L"xx" V1
Vyvolání podprogramu obsahuje tyto prvky:
L: identifikační znak pro vyvolání podprogramu
"xx": Název podprogramu – u externích podprogramů název
souboru (max. 16 číslic nebo písmen)
V1: Identifikátor externího podprogramu – u místních podprogramů
odpadá
Připomínky k práci s podprogramy:
Externí podprogramy jsou uloženy v samostatném souboru. Lze je
vyvolat z libovolného hlavního programu i z jiných podprogramů.
Místní podprogramy jsou v souboru hlavního programu. Vyvolání je
možné jen z tohoto hlavního programu.
Podprogramy lze do sebe vkládat („vnořovat“) až šestkrát.
Vnořování znamená, že se z jednoho podprogramu vyvolává další
podprogram.
Rekurzím (zpětnému vyvolávání) se vyhněte.
Při každém vyvolání podprogramu můžete naprogramovat až 29
„předávaných hodnot“.
Označování: LA až LF, LH, I, J, K, O, P, R, S, U, W, X, Y, Z, BS,
BE, WS, AC, WC, RC, IC, KC a JC
Identifikátor v rámci podřízeného programu: „#__..“ následovaný
označením parametru malými písmeny (příklad: #__la).
Tyto předávané hodnoty můžete využít v rámci programování
proměnných uvnitř podprogramu.
Řetězcové proměnné: ID a AT
Proměnné #I1 - #I30 jsou v každém podprogramu k dispozici jako
lokální proměnné.
Chcete-li předat proměnou do hlavního programu, naprogramujte ji
za neměnné slovo RETURN. V hlavním programu je k dispozici
informace v #i99.
Má-li se podprogram zpracovat několikrát po sobě, definujte
koeficient opakování v parametru „počet opakování Q“.
Podprogram končí pomocí RETURN.
Parametr „LN“ je vyhrazen pro předání čísel bloků. Při
přečíslování NC-programu může tento parametr dostat
novou hodnotu.