Unit „hrubování čelně icp, 2 unit s – hrubování – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 68
68
smart.Turn UNITS
2.2 Unit
s – Hrubování
Unit „Hrubování čelně ICP“
Unit obrábí obrys popsaný v části HOTOVÝ DÍLEC od „NS do NE“. Je-
li v FK uveden pomocný obrys, tak se tento použije.
Název Unit: G820_ICP / Cyklus: G820 (viz strana 273)
Přístup k databance technologie:
Druh obrábění: hrubování
Ovlivněné parametry: F, S, E, P
Formulář Obrys: viz strana 62
Formulář Cyklus
I, K
Přídavek ve směru X, Z (I = průměr)
P
Maximální přísuv
E
Chování při zanoření
E=0: Klesající obrysy se neobrobí
E\>0: Posuv zanořování při obrábění klesajících
obrysových prvků. Klesající prvky obrysu se obrobí.
Bez zadání: Posuv zanořování se při obrábění
klesajících obrysových prvků redukuje – maximálně 50
%. Klesající prvky obrysu se obrobí.
SX, SZ
Omezení řezu (SX: průměr) – (standardně: řez bez
omezení)
A
Úhel najetí (reference: osa Z) – (standardně: kolmo k ose
Z)
W
Úhel odjezdu (reference: osa Z) – (standardně:
paralelně s osou Z)
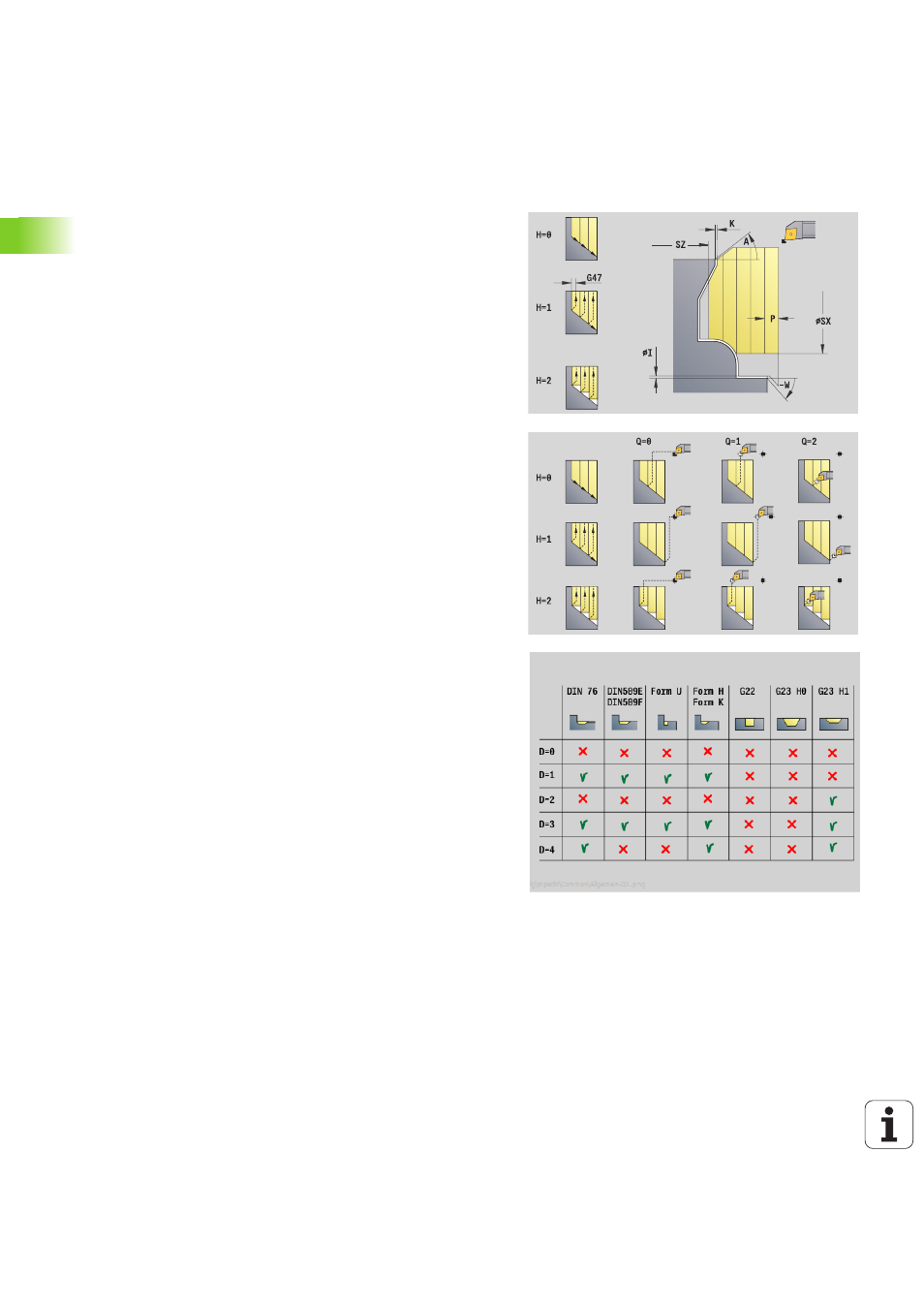
Q
Způsob odjetí na konci cyklu
0: Zpět do výchozího bodu (nejprve směr X, pak směr Z)
1: Napolohování před hotový obrys
2: Odjetí do bezpečné vzdálenosti a zastavení.
H
Vyhlazení obrysu
0: Po každém řezu podél obrysu (v rozsahu přísuvu)
1: Vyhlazení obrysu po posledním řezu (celého obrysu);
odjezd pod 45°
2: Bez vyhlazení obrysu; odjezd pod 45°
D
Potlačení prvků: Tvarové prvky neobrábět (viz obrázek)
U
Průsečíky na horizontálních prvcích:
0: Ne (stejnoměrné rozdělení řezů)
1: Ano (příp. nerovnoměrné rozdělení řezů)
O
Vypnutí podříznutí:
0: Podříznutí se obrobí
1: Podříznutí se neobrobí
Další formuláře: viz strana 60