7 frézovací cykly v ose y – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 527
HEIDENHAIN MANUALplus 620, CNC PILOT 640
527
6.7 Frézovací cykly v ose Y
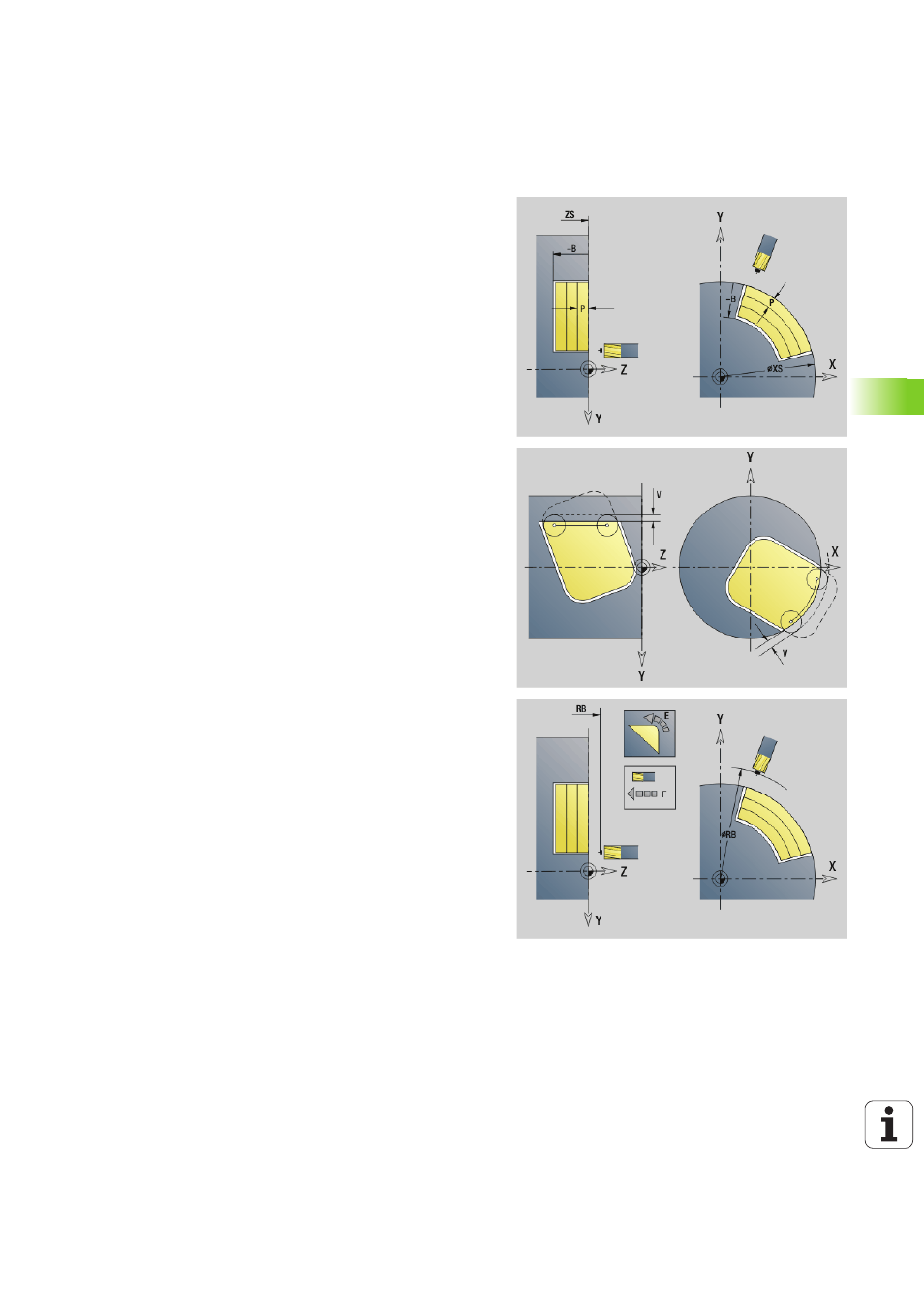
G845 (osa Y) – frézování
Směr frézování ovlivníte „Způsobem frézování H“, „Směrem obrábění
Q“ a směrem otáčení frézy ( viz tabulku G845 v Příručce uživatele).
Naprogramujte pouze parametry uvedené v následující tabulce.
Viz také:
G845 – Základy: Strana 525
G845 – Zjištění pozic předvrtání: Strana 526
Parametry – frézování
ID
Frézovaný obrys – název frézovaného obrysu
NS
Číslo prvního bloku obrysu
Tvary: Číslo bloku tvaru
Volný uzavřený obrys: prvek obrysu (nikoli výchozí bod)
B
Hloubka frézování (standardně: hloubka z popisu obrysu)
P
Maximální přísuv (standardně: frézování jedním přísuvem)
XS
Horní hrana frézování v rovině YZ (nahrazuje referenční
průměr z popisu obrysu)
ZS
Horní hrana frézování v rovině XY (nahrazuje referenční rovinu
z popisu obrysu)
I
Přídavek ve směru X (poloměr)
K
Přídavek ve směru Z
U
(Minimální) Koeficient překrytí. Určuje překrývání jednotlivých
drah frézování (standardně: 0,5).
Překrývání = U*průměr frézy
V
Koeficient přeběhu (standardně: 0,5 Definuje hodnotu, o kterou
musí fréza přečnívat přes vnější rádius.
0: Definovaný obrys se ofrézuje kompletně
0<V<=1: Přeběh = V * průměr frézy
H
Způsob frézování (standardně: 0)
0: Nesousledně
1: Sousledně
F
Posuv přísuvu do hloubky (standardně: aktivní posuv)
E
Snížený posuv pro kruhové prvky (standardně: aktuální posuv)
RB
Rovina návratu (standardně: zpět do startovní polohy)
Rovina XY: Poloha návratu ve směru Z
Rovina YZ: poloha návratu ve směru X (rozměr průměru)
Q
Směr obrábění (standardně: 0)
0: zevnitř ven
1: směrem dovnitř
A
Průběh „Frézování“: A=0 (standardně=0)
NF
Poziční značka – reference, z níž cyklus přečte pozice
předvrtání [1..127].
O
Způsob zanořování (standardně: 0)
O = 0 (kolmé zanoření): Cyklus jede do výchozího bodu,
zanoří posuvem pro přísuv a pak frézuje kapsu.