Frézování závitu v rovině xy g800, 7 frézovací cykly v ose y – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 535
HEIDENHAIN MANUALplus 620, CNC PILOT 640
535
6.7 Frézovací cykly v ose Y
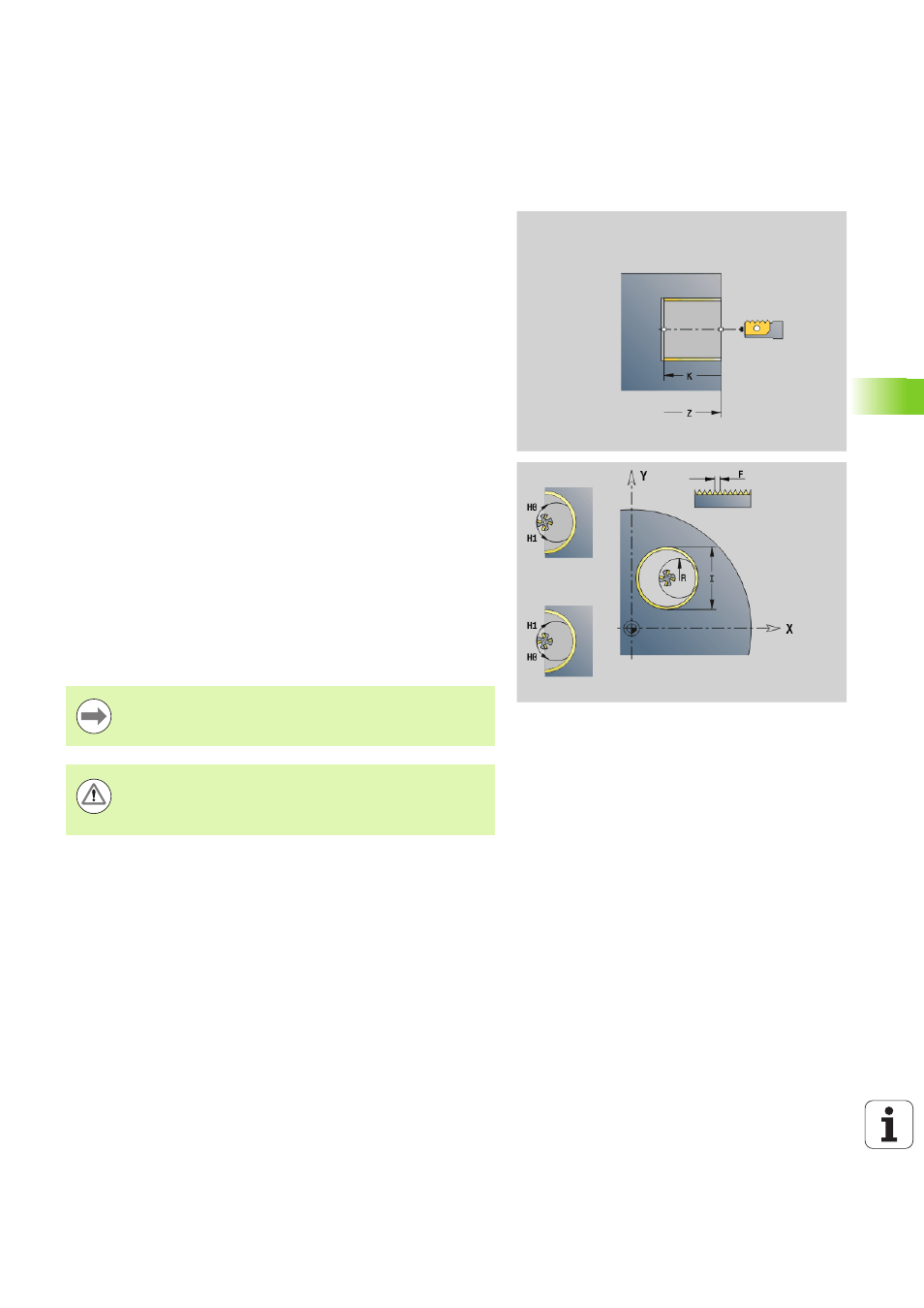
Frézování závitu v rovině XY G800
G800 vyfrézuje závit do existující díry.
Nástroj nastavte do středu díry před vyvoláním G799. Cyklus
napolohuje nástroj v díře na „Koncový bod závitu“. Nástroj poté najede
„Najížděcím rádiusem R“ a frézuje závit. Přitom nástroj přisouvá po
každé otáčce o stoupání „F“. Potom cyklus vyjede nástrojem ze záběru
a vytáhne ho zpět do bodu startu. V parametru V naprogramujte zda
se bude závit frézovat během jednoho oběhu, nebo u jednobřitových
nástrojů při více obězích.
Parametry
I
Průměr závitu
Z
Bod startu Z
K
Hloubka závitu
R
Najížděcí rádius
F
Stoupání závitu
J
Směr závitu (standardně: 0)
0: Pravý závit
1: Levý závit
H
Způsob frézování (standardně: 0)
0: Nesousledně
1: Sousledně
V
Postup frézování
0: závit se vyfrézuje během jediné šroubovice o 360°
1: závit se vyfrézuje během několika šroubovic (jednobřitový
nástroj)
Pro cyklus G800 použijte závitové frézovací nástroje.
Pozor – nebezpečí kolize
Když programujete „Rádius najíždění R“, mějte na paměti
průměr díry a průměr frézy.