Závitový cyklus g31, S g80: viz “závitový cyklus g31” na, Stranì 300 – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 300: 19 závitové cykly
300
Programování podle DIN
4.19 Závitové cykly
Závitový cyklus G31
G31 vytváří jednoduché, sdružené a vícechodé závity definované
pomocí G24-, G34- nebo G37-Geo. G31 může obrábět také obrys
závitu, který je definovaný přímo za vyvoláním cyklu a je uzavřený s
G80.
Przykład: G31
. . .
HOTOVÝ DÍLEC
N 2 G0 X16 Z0
N 3 G52 P2 H1
N 4 G95 F0.8
N 5 G1 Z-18
N 6 G25 H7 I1.15 K5.2 R0.8 W30 BF0 BP0
N 7 G37 Q12 F2 P0.8 A30 W30
N 8 G1 X20 BR-1 BF0 BP0
N 9 G1 Z-23.8759 BR0
N 10 G52 G95
N 11 G3 Z-41.6241 I-14.5 BR0
N 12 G1 Z-45
Parametry
ID
Pomocný obrys – identifikační číslo obráběného obrysu
NS
Číslo startovního bloku obrysu (reference na základní prvek
G1-Geo; sdružený závit; číslo bloku prvního základního prvku)
NE
Číslo koncového bloku obrysu (reference na základní prvek
G1-Geo; sdružený závit; číslo bloku posledního základního
prvku)
O
Vyznačení začátku/konce (standardně: 0) Zkosení / zaoblení
se provede:
0: bez obrábění
1: na začátku
2: na konci
3: na začátku a na konci
4: obrobí se zkosení / zaoblení – nikoli základní prvek
(předpoklad: úsek obrysu s jediným prvkem)
J
Vztažný směr:
Bez zadání: Vztažný směr se zjistí z prvního prvku obrysu.
J=0: Axiální závit
J=1: Radiální závit
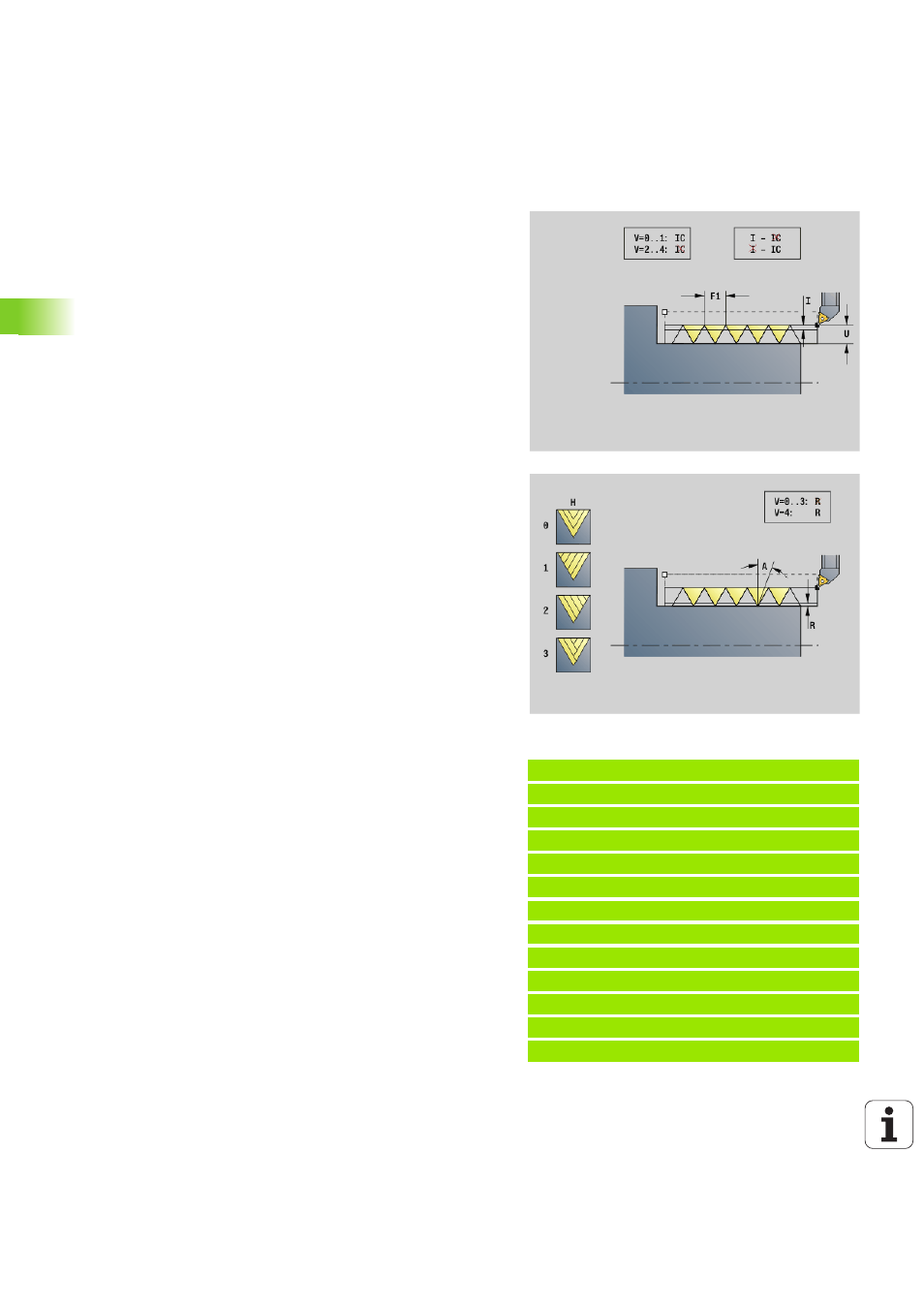
I
Maximální přísuv
Bez zadání a při V = 0 (konstantní průřez třísky):
I = 1/3 * G
IC
Počet řezů. Přísuv se vypočítá z IC a U. Využitelné při:
V = 0 (konstantní průřez třísky)
V = 1 (konstantní přísuv)
B
Délka náběhu
Bez zadání: Délka náběhu se zjistí z obrysu. Není-li to možné,
tak se hodnota vypočítá z kinematických parametrů. Obrys
závitu se prodlouží o hodnotu B.
P
Délka doběhu
Bez zadání: Délka doběhu se zjistí z obrysu. Není-li to možné,
tak se hodnota vypočítá. Obrys závitu se prodlouží o hodnotu
P.
A
Úhel přísuvu (standardně: 30°)