25 obrábění pláště, Rychloposuv na plášti g110 – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 342
Advertising
342
Programování podle DIN
4.25 Obráb
ě
ní
pl
ášt
ě
4.25 Obrábění pláště
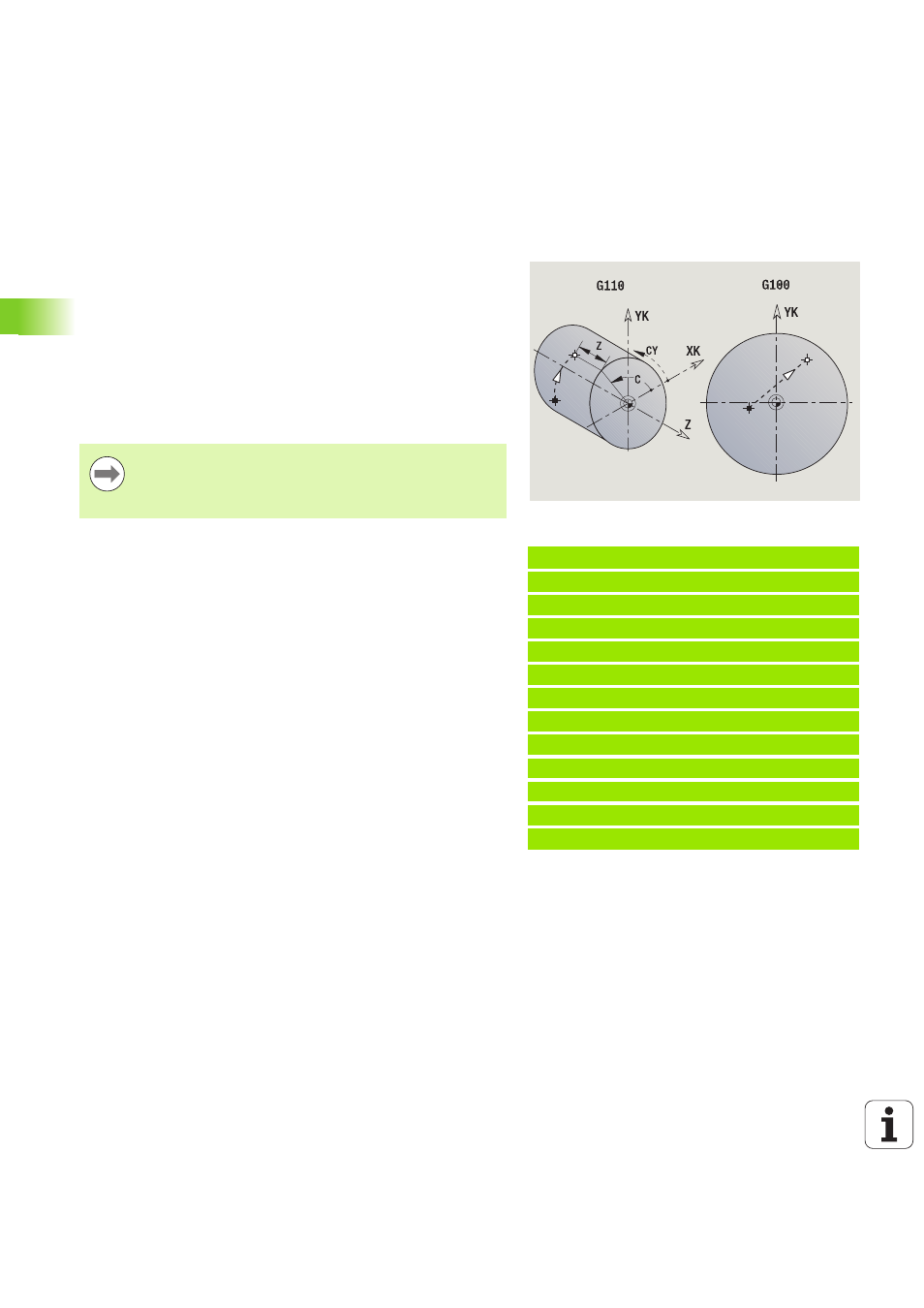
Rychloposuv na plášti G110
G110 jede rychloposuvem nejkratší cestou do „koncového bodu“.
G110 se doporučuje pro polohování osy C na určitý úhel
(programování: N.. G110 C...).
Przykład: G110
. . .
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0 [Rychloposuv na plášti]
N5 G0 X110 Z5
N6 G110 Z-20 CY0
N7 G111 Z-40
N8 G113 CY39.2699 K-40 J19.635
N9 G111 Z-20
N10 G113 CY0 K-20 J19.635
N11 M15
. . .
Parametry
Z
Koncový bod
C
Koncový úhel
CY
Koncový bod jako rozměr dráhy (reference: rozvinutý plášť při
referenčním průměru G120)
X
Koncový bod (průměr)
Programování:
Z, C, CY: absolutně, přírůstkově nebo samodržně
Programujte buďto Z – C nebo Z – CY
Advertising
Tato příručka se vztahuje na následující produkty: