Bod výměny nástroje g14, Definování bodu výměny nástroje g140, 9 polohování nástroje – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 248
248
Programování podle DIN
4.9 Polohování nástroje
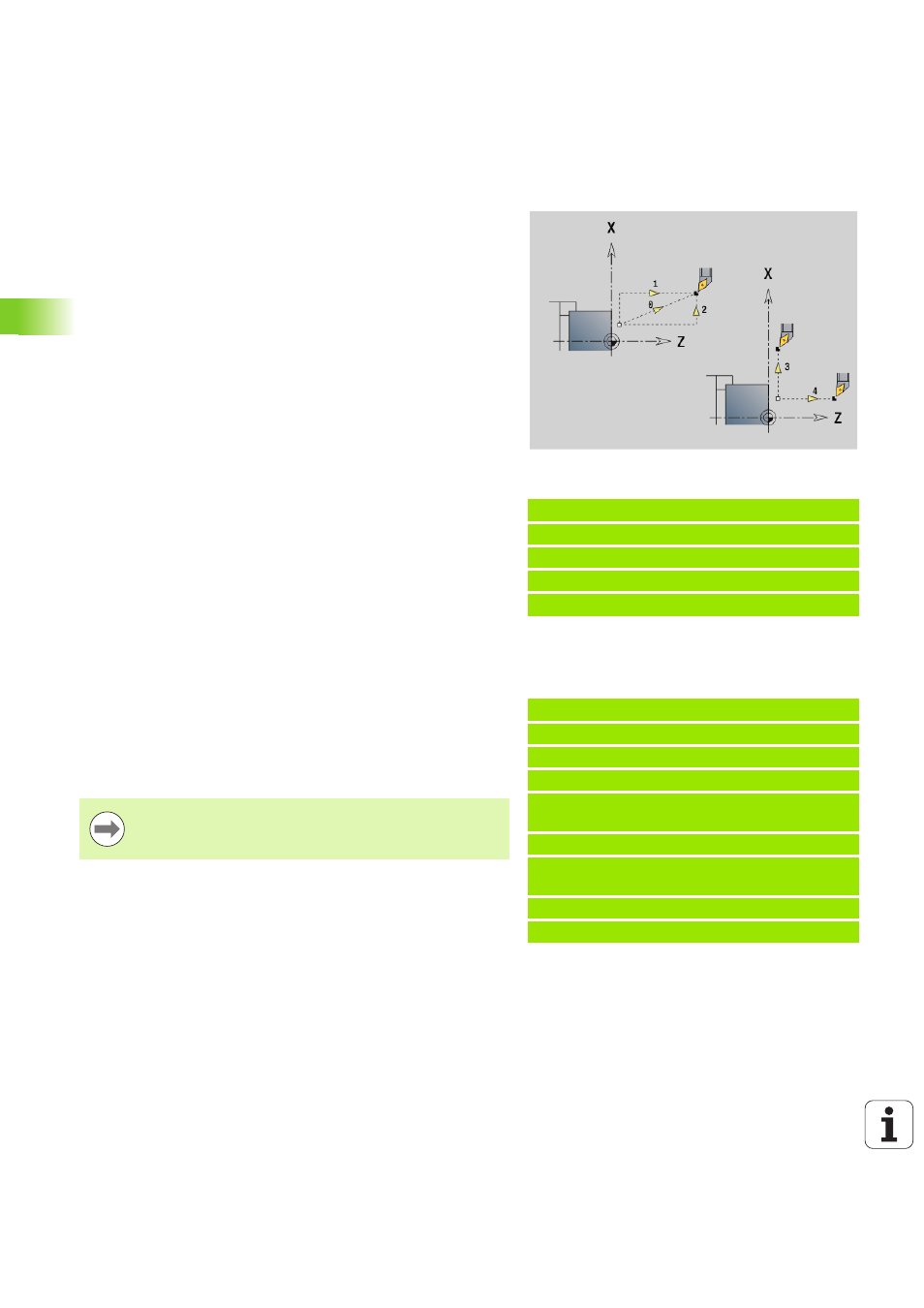
Bod výměny nástroje G14
G14 jede rychloposuvem do bodu výměny nástroje. Souřadnice bodu
výměny definujete v provozním režimu seřizování.
Definování bodu výměny nástroje G140
G140 definuje pozici bodu výměny nástroje, uvedenou pod D. Tato
pozice se může najet s G14.
Przykład: G14
. . .
N1 G14 Q0 [Nájezd do bodu výměny nástroje]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
Parametry
Q
Pořadí, určuje průběh pojezdů (standardně: 0)
0: dráha po diagonále
1: nejdříve směr X, pak směr Z
2: nejdříve směr Z, pak směr X
3: pouze směr X; Z zůstává nezměněno
4: pouze směr Z; X zůstává nezměněno
D
Číslo – najížděného bodu výměny nástroje (0 – 2) (standardně
= 0, bod výměny z parametrů)
Przykład: G140
. . .
N1 G14 Q0 [bod výměny nástroje z parametrů]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X40 Z10
N5 G140 D1 X100 Z100 [nastavit bod výměny
nástroje č.1]
N6 G14 Q0 D1 [najet bod výměny č.1]
N7 G140 D2 X150 [nastavit bod výměny č.2, Z
přijde z parametrů]
N8 G14 Q0 D2 [najet bod výměny č.2]
. . .
Parametry
D
Číslo bodu výměny nástroje (1 – 2)
X
Průměr – pozice bodu výměny nástroje
Z
Délka – pozice bodu výměny nástroje
Chybějící parametry u X, Z se doplní hodnotami z
parametru bodu výměny nástrojů.