18 definice obrysu v obráběcí části, Konec cyklus / jednoduchý obrys g80 – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 292
292
Programování podle DIN
4.18 Definice obrysu v obráb
ěcí
č
ásti
4.18 Definice obrysu v obráběcí
části
Konec cyklus / jednoduchý obrys G80
G80 (s parametry) popisuje soustružený obrys z několika prvků v
jednom NC-bloku. G80 (bez parametru) ukončí definici obrysu přímo
za cyklem.
IC a KC používá řídicí systém interně pro znázornění cyklů zkosení /
zaoblení.
Przykład: G80
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G810 P3
N4 G80 XS60 ZS-2 XE90 ZE-50 BS3 BE-2 RC5
N5 ...
N6 G0 X85 Z2
N7 G810 P5
N8 G0 X0 Z0
N9 G1 X20
N10 G1 Z-40
N11 G80
Parametry
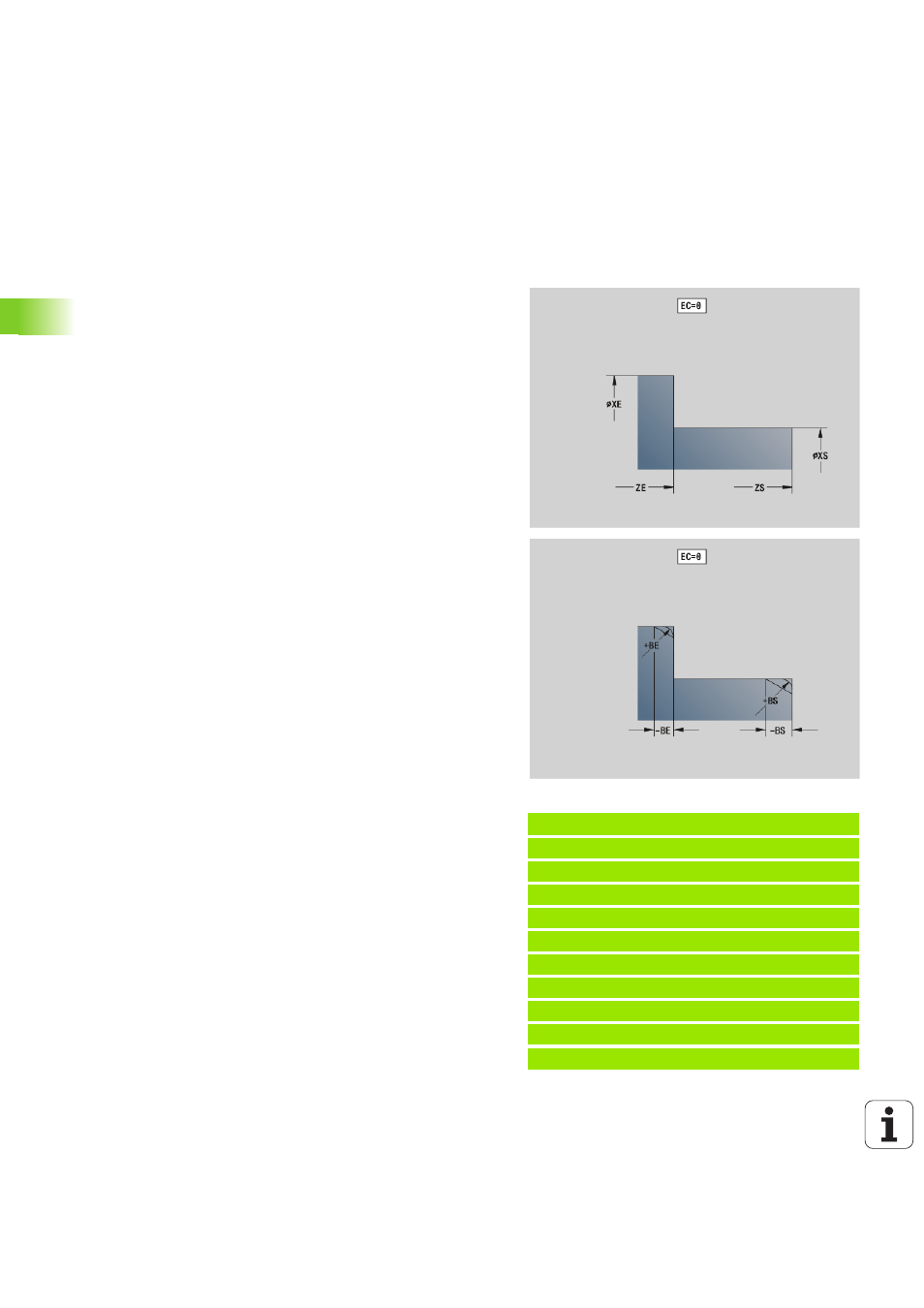
XS
Výchozí bod obrysu X (rozměr průměru)
ZS
Výchozí bod obrysu Z
XE
Koncový bod obrysu X (průměr)
ZE
Koncový bod obrysu Z
AC
Úhel 1. Prvek (rozsah: 0° <= AC < 90°)
WC
Úhel 2. Prvek (rozsah: 0° <= AC < 90°)
BS
Zkosení / zaoblení v bodu startu
WS
Úhel pro zkosení v bodu startu
BE
Zkosení / zaoblení v koncovém bodu
WE
Úhel pro zkosení v koncovém bodu
RC
Rádius
IC
Šířka zkosení
KC
Šířka zkosení
JC
Provedení (viz programování cyklů)
0: Jednoduchý obrys
1: Rozšířený obrys
EC
Zanořovací obrys
0: Vzestupný obrys
1: Zanořovací obrys
HC
Směr obrysu pro dokončování:
0: podélný
1: příčný