7 unit s – dokon čování – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 123
HEIDENHAIN MANUALplus 620, CNC PILOT 640
123
2.7 Unit
s – Dokon
čování
Přístup k databance technologie:
Druh obrábění: načisto
Ovlivněné parametry: F, S, E
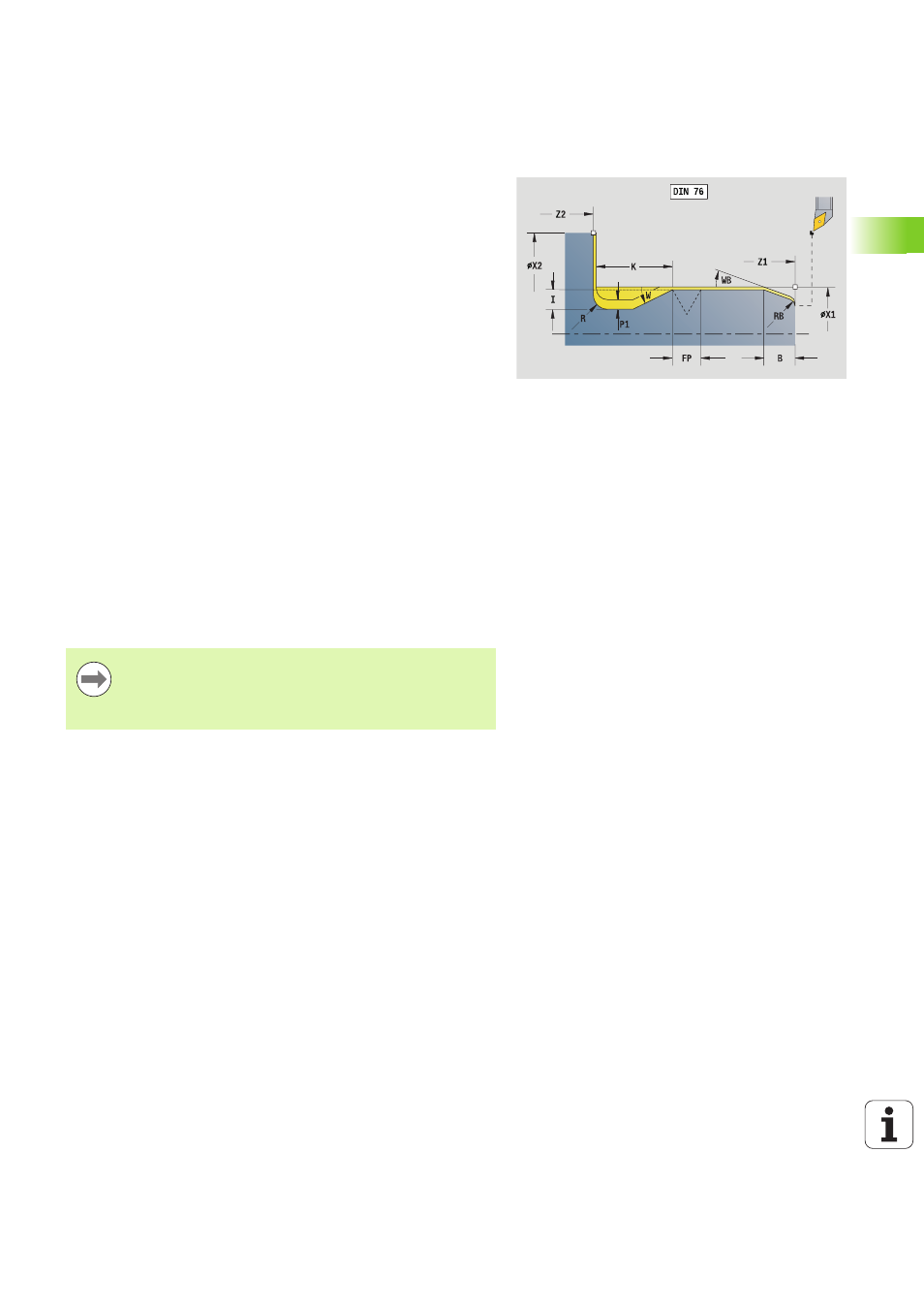
Formulář Tvar G
FP
Stoupání závitu
I
Průměr odlehčovacího zápichu (standardně: tabulka
norem)
K
Délka odlehčovacího zápichu (standardně: tabulka norem)
W
Úhel odlehčovacího zápichu (standardně: tabulka norem
30°)
R
Rádius výběhu (standardně: tabulka norem)
P1
Přídavek u výběhu
Bez zadání: obrobení jedním řezem
P1\>0: Rozdělení na vyhrubování a obrobení načisto;
P1= je axiální přídavek; čelní přídavek je vždy 0,1 mm.
H
Způsob odjezdu
0: K počátečnímu bodu
1: Konec čelní plochy
Dodatečný parametr „Náběh válce“
B
Délka náběhu válce (bez zadání: bez náběhu)
WB
Úhel náběhu (standardně: 45°)
RB
Kladná hodnota: rádius náběhu, záporná hodnota: sražení
(bez zadání: žádný prvek)
E
Redukovaný posuv pro zanořování a pro náběh.
(standardně: aktivní posuv)
U
Přídavek na broušení válce
Další formuláře: viz strana 60
Odlehčovací zápich se provádí pouze v pravoúhlých,
s osou rovnoběžných rozích obrysu na podélné ose.
Parametry, které nezadáte do programu, si zjistí Řízení
z tabulky norem.