14 přídavky, Vypnutí přídavku g50, Přídavek paralelně s osou g57 – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 262: Vypnutí přídavku g50 přídavek paralelně s osou g57
262
Programování podle DIN
4.14 P
řídavky
4.14 Přídavky
Vypnutí přídavku G50
G50 vypíná s G52-Geo přídavky nadefinované pro následující cyklus.
G50 naprogramujte před cyklem.
Z důvodu kompatibility se ještě podporuje vypínání přídavků pomocí
G52. HEIDENHAIN doporučuje u nových NC-programů používat G50.
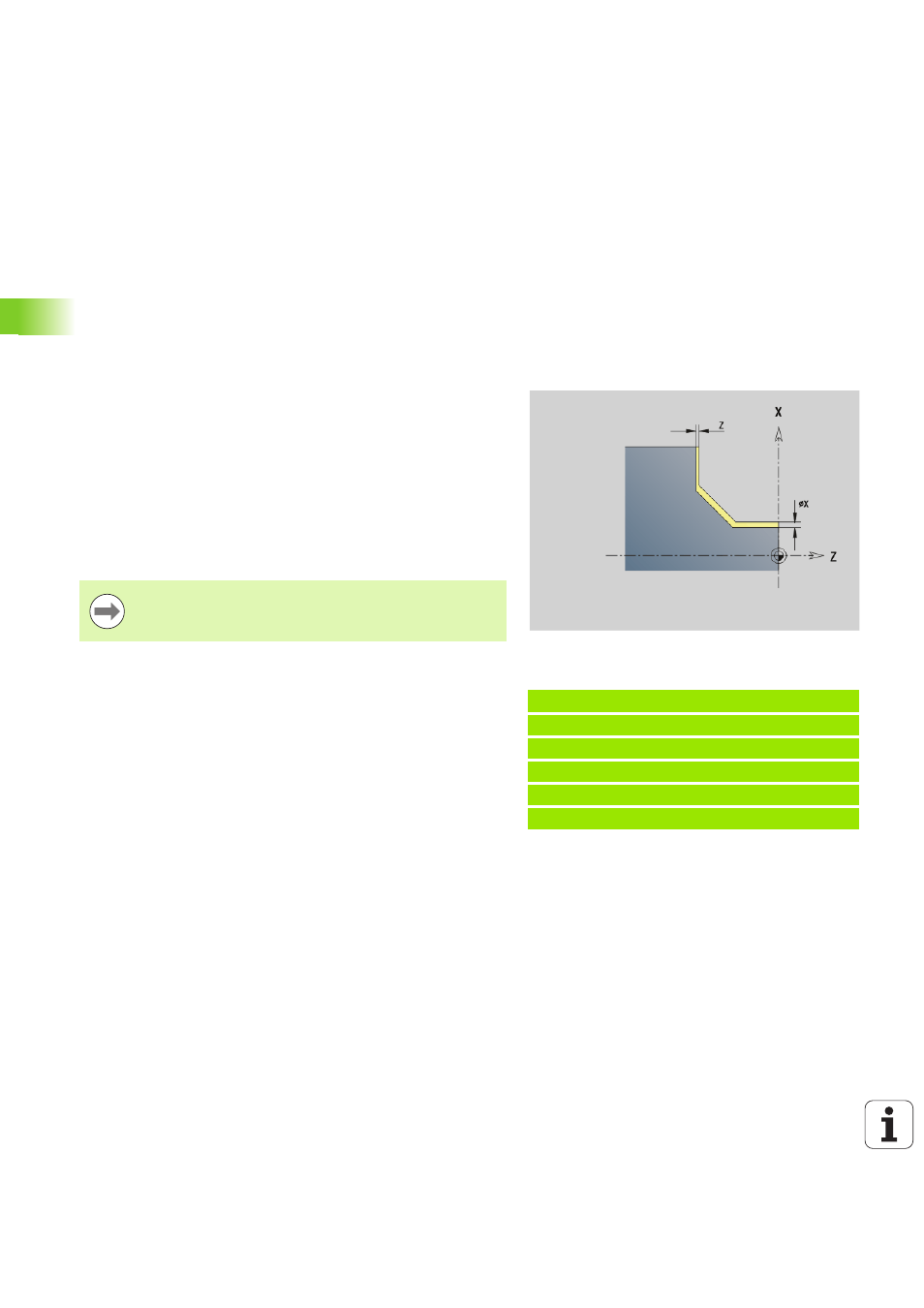
Přídavek paralelně s osou G57
G57 definuje rozdílné přídavky na obrábění v X a Z. G57 programujte
před vyvoláním cyklu.
G57 působí v dále uvedených cyklech – přitom se přídavky po
provedení cyklu
smažou: G810, G820, G830, G835, G860, G869, G890
nesmažou: G81, G82, G83
Przykład: G57
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G57 X0.2 Z0.5 [Přídavek paralelně s osou]
N4 G810 NS7 NE12 P5
. . .
Parametry
X
Přídavek X (průměr) – pouze kladné hodnoty
Z
Přídavek Z – pouze kladné hodnoty
Jsou-li přídavky naprogramovány v G57 a v cyklu, pak se
použijí přídavky z cyklu.