1 provozní režim turn plus, Koncepce turn plus, Viz „provozní – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 546: Režim turn plus” na stránce 546)
546
TURN PLUS
7.1 Provozní režim TURN PLUS
7.1 Provozní režim TURN PLUS
Chcete-li vytvořit programy pomocí TURN PLUS, tak interaktivně
programujte polotovar a hotový dílec v grafickém režimu. Pak necháte
automaticky sestavit pracovní postup a jako výsledek dostanete
strukturovaný NC-program s komentáři.
S TURNPLUS můžete vytvářet NC-programy pro tyto druhy obrábění:
obrábění soustružením
vrtání a frézování v ose C
vrtání a frézování v ose Y
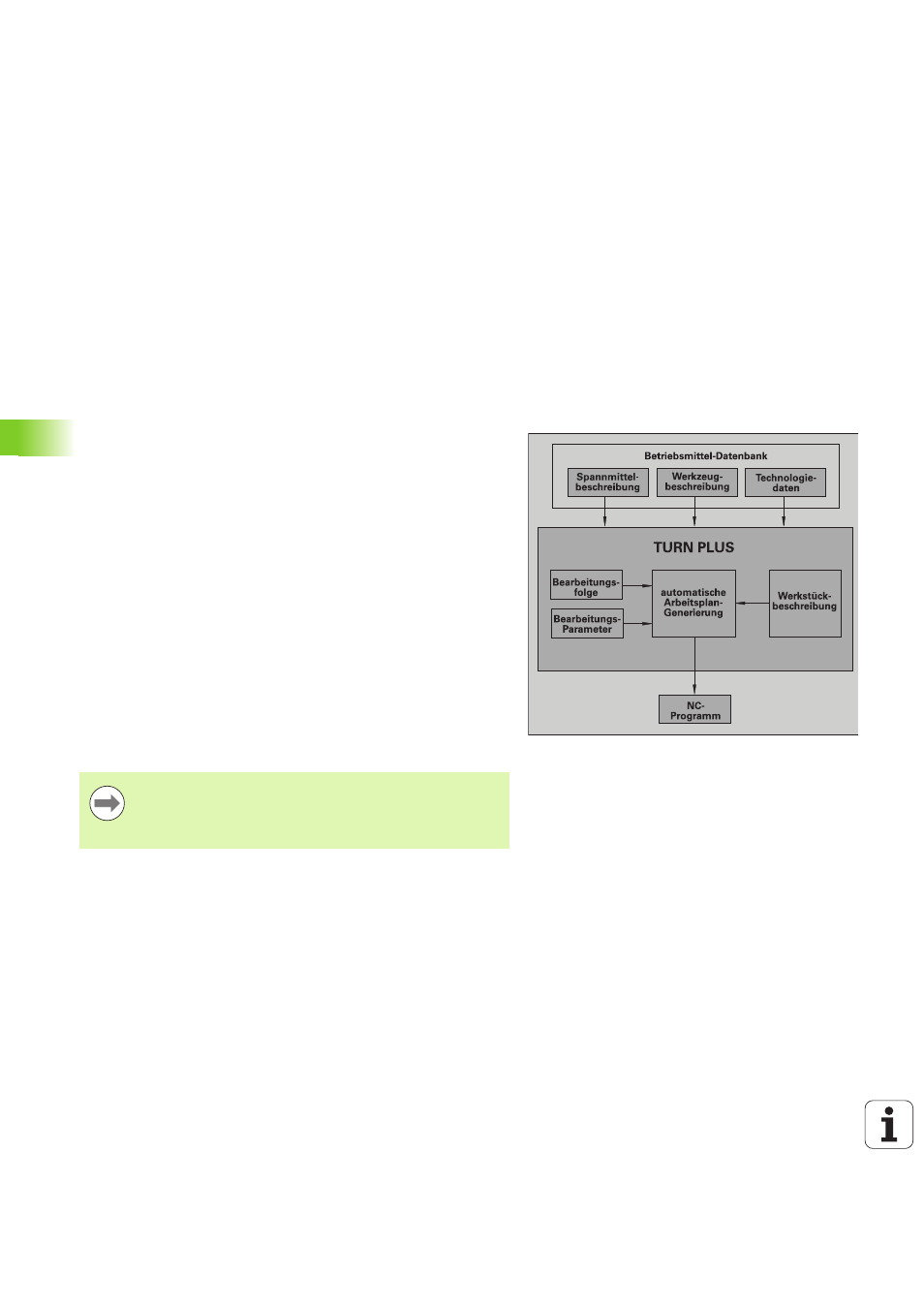
Koncepce TURN PLUS
Popis obrobku je základem pro generování pracovního postupu.
Strategie generování je určena Sledem obrábění. Obráběcí
parametry definují detaily obrábění. Tím si přizpůsobíte TURN PLUS
svým individuálním potřebám.
TURN PLUS generuje pracovní plán, s přihlédnutím k technologickým
atributům, jako jsou přídavky, tolerance, atd.
Na základě sledování polotovaru optimalizuje TURN PLUS dráhy
najíždění nástroje, zabraňuje „řezům naprázdno“ a kolizím obrobek –
břit nástroje.
Pro výběr nástrojů používá TURN PLUS, podle nastavení strojních
parametrů, nástroje z NC-programu nebo aktuálního seznamu
osazení revolverové hlavy/zásobníku. Pokud není v revolverové hlavě/
zásobníku nalezen vhodný nástroj, vybere TURN PLUS vhodné
nástroje z databáze nástrojů.
Při upínání obrobku může TURN PLUS, podle nastavení ve strojních
parametrech, zjistit omezení řezů a posunutí nulových bodů pro NC-
program.
Řezné podmínky zjišťuje TURN PLUS z databanky technologie.
Ještě před generováním pracovního plánu si uvědomte:
Předvolené hodnoty obráběcích parametrů, jakož i obecná
nastavení definujete ve strojních parametrech (viz
Příručka uživatele „Seznam uživatelských parametrů“).