9 unit s – frézování č elní plochy – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 143
HEIDENHAIN MANUALplus 620, CNC PILOT 640
143
2.9 Unit
s – frézování
č
elní plochy
Formulář Cyklus
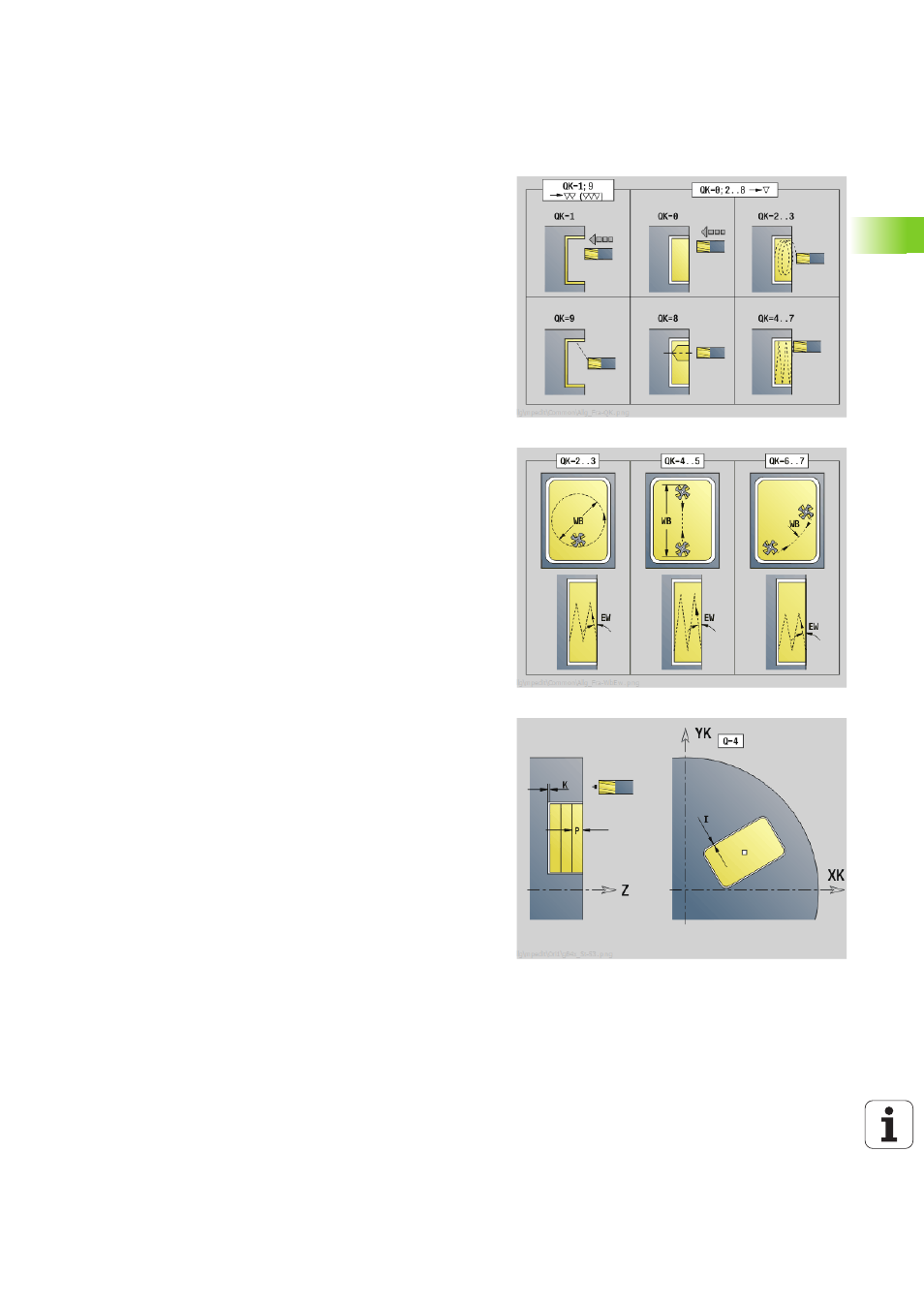
QK
Způsob obrábění a strategie zanoření
0: Hrubování
1: Dokončení
2: Šroubové hrubování ručně
3: Šroubové hrubování automaticky
4: Hrubování kývavě po přímce ručně
5: Hrubování kývavě po přímce automaticky
6: Hrubování kývavě kruhově ručně
7: Hrubování kývavě kruhově automaticky
8: Hrubování, zanoření do předvrtané pozice
9: Obrábění načisto, 3D-najížděcí oblouk
JT
Směr průběhu
0: zevnitř ven
1: směrem dovnitř
H
Způsob frézování
0: Nesousledně
1: Sousledně
P
Maximální přísuv
I
Přídavek rovnoběžně s obrysem
K
Přídavek ve směru přísuvu
FZ
Posuv přísuvu
E
Redukovaný posuv
R
Najížděcí rádius
WB
Délka zanoření
EW
Úhel zanoření
NF
Značka pozice (pouze když QK = 8)
U
Koeficient přesahu (standardně: 0,5)
Formulář Globální
RB
Rovina zpětného chodu
Další parametry: viz strana 64
Další formuláře: viz strana 60