Část programu upínadla, 3 identifikátor č ásti programu – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 49
HEIDENHAIN MANUALplus 620, CNC PILOT 640
49
1.3 Identifikátor
č
ásti programu
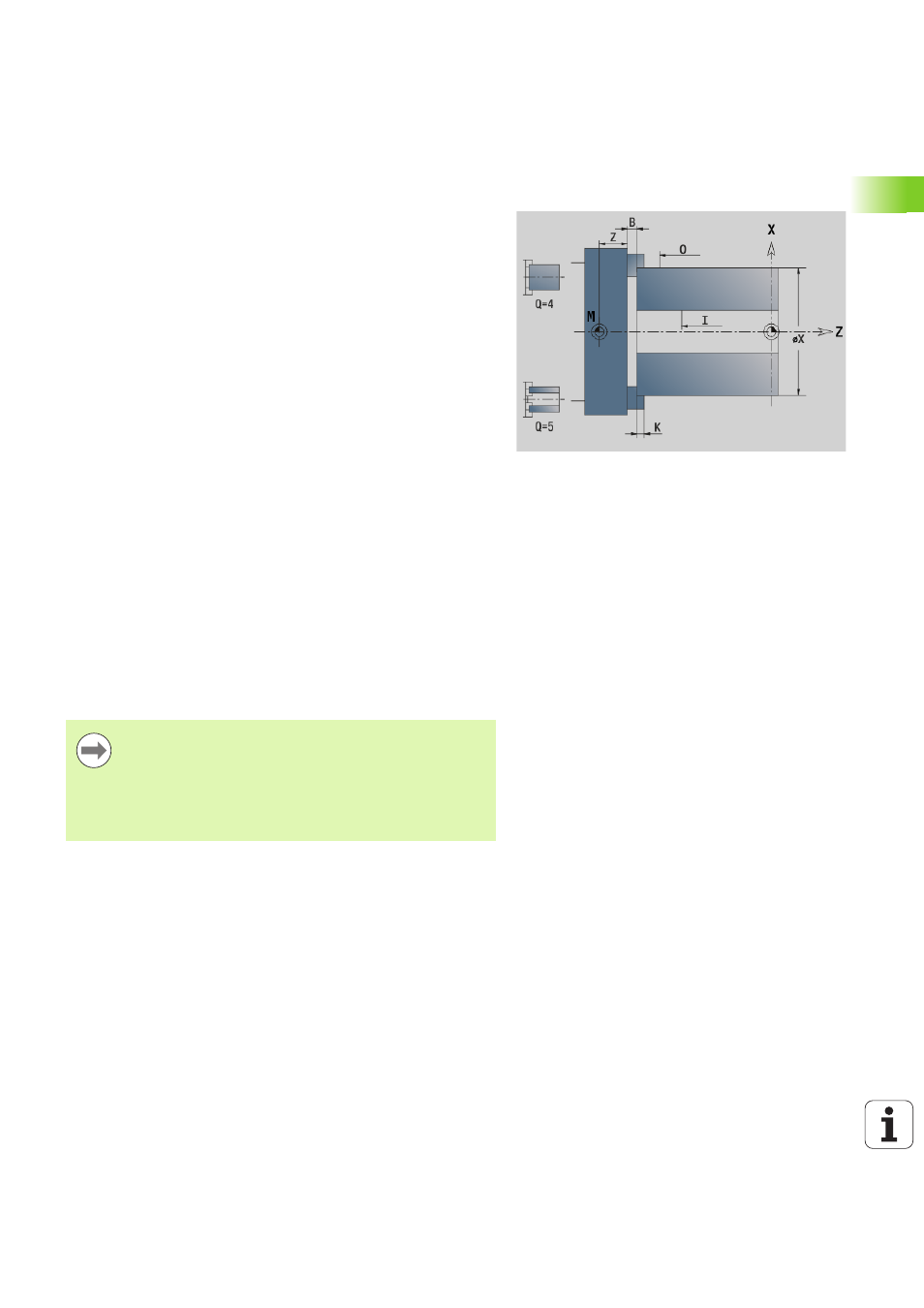
Část programu UPÍNADLA
V části programu UPÍNADLA popište, jak je obrobek upnutý. V
simulaci se zobrazí naprogramovaný neobrobený polotovar. V TURN
PLUS se využijí informace o upnutí k výpočtu nulových bodů a
omezení řezů během automatického vytvoření programu.
Parametry
H
Číslo upínky
D
Číslo vřetena pro AAG
R
Druh upnutí
0: Parametr J definuje délku pro uvolnění z upnutí
1: Parametr J definuje délku pro upnutí
Z
Pozice hrany sklíčidla
B
Vztah čelistí
J
Upínací nebo uvolňovací délka obrobku (závisí na druhu
upnutí R)
O
Omezení řezu pro vnější obrábění
I
Omezení řezu pro vnitřní obrábění
K
Překryv čelisti/obrobku (pozor na znaménko)
X
Upínací průměr polotovaru
Q
Způsob upnutí
4: upínat zvenku
5: upínat zevnitř
V
Obrábění hřídelů AAG
0: Sklíčidlo: Automatické dělicí body na největším a
nejmenším průměru
1: Hřídel/Sklíčidlo: Obrábění i od sklíčidla
2: Hřídel/Čelní unášeč: Vnější obrys lze obrobit kompletně.
Pokud nedefinujete parametry Z a B, použije TURN PLUS
při AAG (automatická příprava programu) následující
strojní parametry (viz Příručka uživatele „Seznam
uživatelských parametrů“):
Přední hrana sklíčidla u hlavního vřetena či protivřetena
Šířka čelistí u hlavního vřetena či protivřetena