Nekulatost x, Nekulatost x” na stránce 399), 29 ost atní g-funkce – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 399
HEIDENHAIN MANUALplus 620, CNC PILOT 640
399
4.29 Ost
atní G-funkce
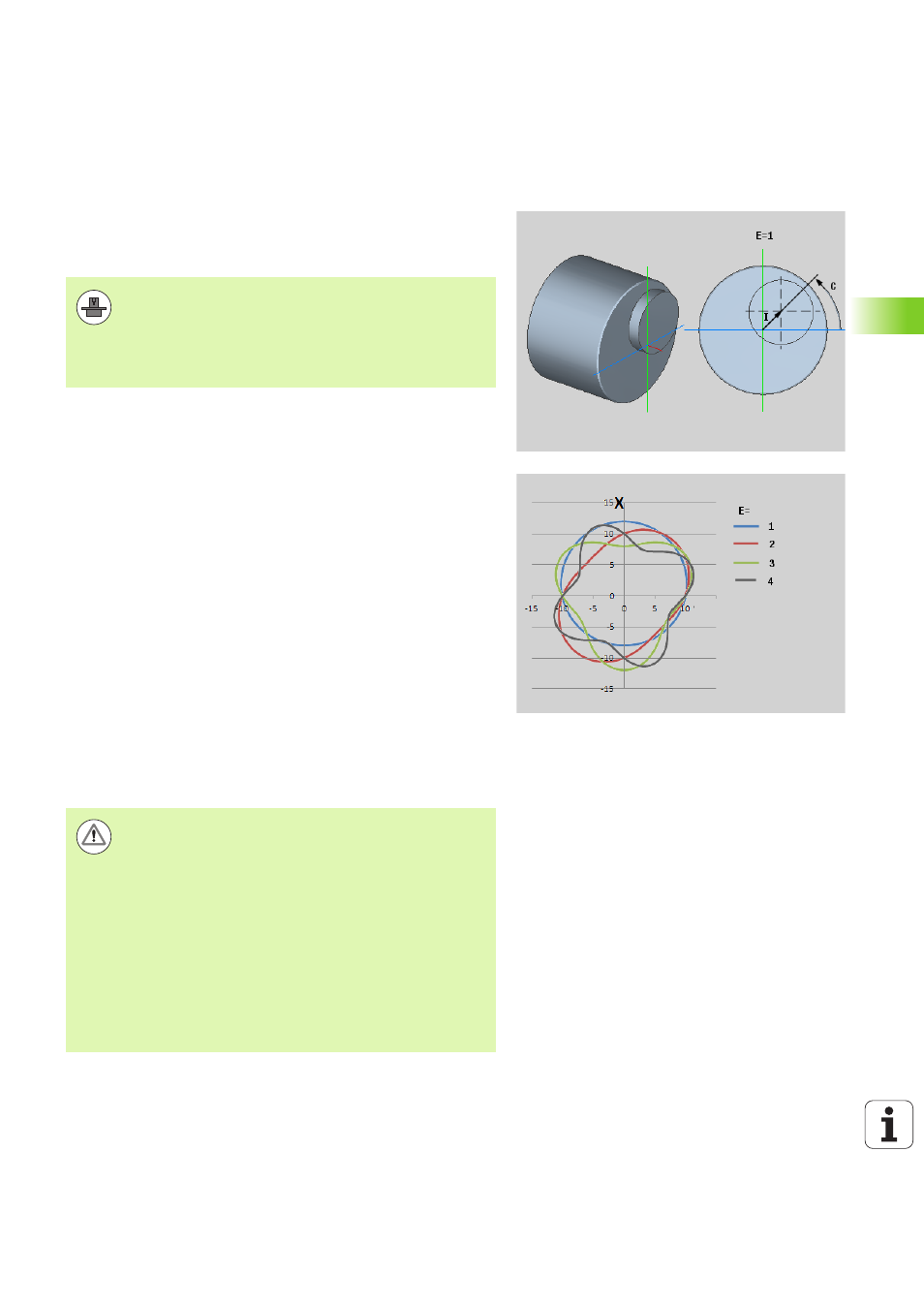
Nekulatost X
Pomocí funkce G727 můžete vyrobit eliptické polygony.
Soustružené obrysy programujte v samostatných soustružnických
cyklech.
Stroj a řídicí systém musí být výrobcem stroje připraveny.
Informujte se ve vaší příručce ke stroji
Předpoklad:
Volitelný software Synchronizing Functions
(Synchronizační funkce)
Parametry
H
Aktivace propojení
H=0: vypnout propojení
H=1: zapnout propojení
Q
Referenční vřeteno: číslo vřetena, které je propojeno s osou
X (závisí na provedení stroje).
I
X-zdvih +/-: polovina překrývaného pohybu v X (rozměr
poloměru)
C
Poloha C při Z-startu: Úhel osy C X-zdvihu
F
Max. rychloposuv: přípustný rychloposuv pro osu X při
aktivním propojení
E
Koeficient tvaru: počet X-zdvihů, vztahující se k jedné
otáčce vřetena.
Z
Z-start: vztažná hodnota pro parametr C
W
Delta C [°/mm Z]: Rozdíl úhlu osy C vztahující se k dráze 1
mm v ose Z
Při programování dbejte na tyto body:
Programujte obrobek větší o přesazení středu v rádiusu,
pokud používáte soustružnické cykly, které se vztahují k
popisu polotovaru.
Programujte výchozí bod větší o přesazení středu v
rádiusu, pokud používáte soustružnické cykly, které se
nevztahují k popisu polotovaru.
Snižte otáčky vřetena, pokud zvětšujete přesazení
středu.
Snižte max. rychloposuv F, pokud zvětšujete přesazení
středu.
Používejte stejné hodnoty parametru Q při zapínání a
vypínání propojení.