Zápichový cyklus g870, 17 obrysové cykly soustružení – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 287
HEIDENHAIN MANUALplus 620, CNC PILOT 640
287
4.17 Obrysové cykly soustružení
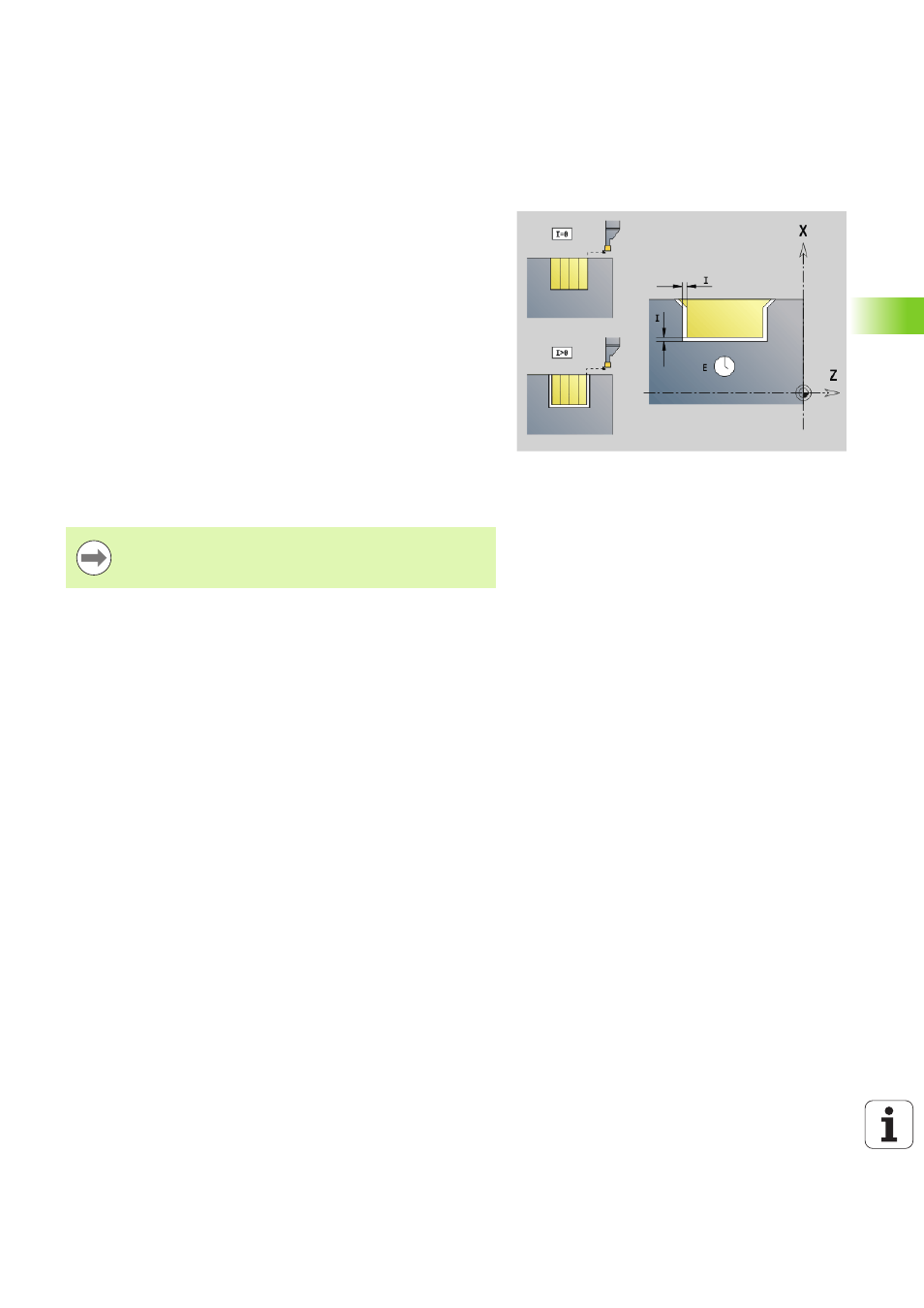
Zápichový cyklus G870
G870 vytvoří zápich definovaný pomocí G22-Geo. Podle definice
nástroje Řízení rozpozná, zda se jedná o vnější nebo vnitřní obrábění,
resp. o radiální nebo axiální zápich.
Parametry
ID
Pomocný obrys – identifikační číslo obráběného obrysu
NS
Číslo bloku (reference z G22-Geo)
I
Přídavek při hrubování zápichu (standardně: 0)
I=0: Zápich se obrobí na jednu třísku.
I\>0: První tříska hrubuje, druhá tříska načisto.
E
Časová prodleva (standardně: čas jedné otáčky vřetena)
je-li I=0: při každém zápichu
je-li I\>0: pouze při dokončování
Výpočet rozdělení řezů:
Maximální přesazení = 0,8 * šířka břitu
Korekce rádiusu břitu se provádí.
Přídavek se nezapočte.
Provádění cyklu
1 Vypočte se rozdělení řezů.
2 Přisune z bodu startu pro první řez.
Radiální zápich: nejdříve směr Z, pak směr X
Axiální zápich: nejdříve směr X, pak směr Z
3 Provede zápich (jak je uvedeno pod „I“).
4 Vrátí se rychloposuvem zpět a provede přísuv pro další řez.
5 Při I=0: setrvá po dobu „E“
6 Opakuje 3...4, až je zápich obroben.
7 Je-li I\>0: dokončí obrys načisto