Přechod výstředníku g726, 29 ost atní g-funkce – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 397
HEIDENHAIN MANUALplus 620, CNC PILOT 640
397
4.29 Ost
atní G-funkce
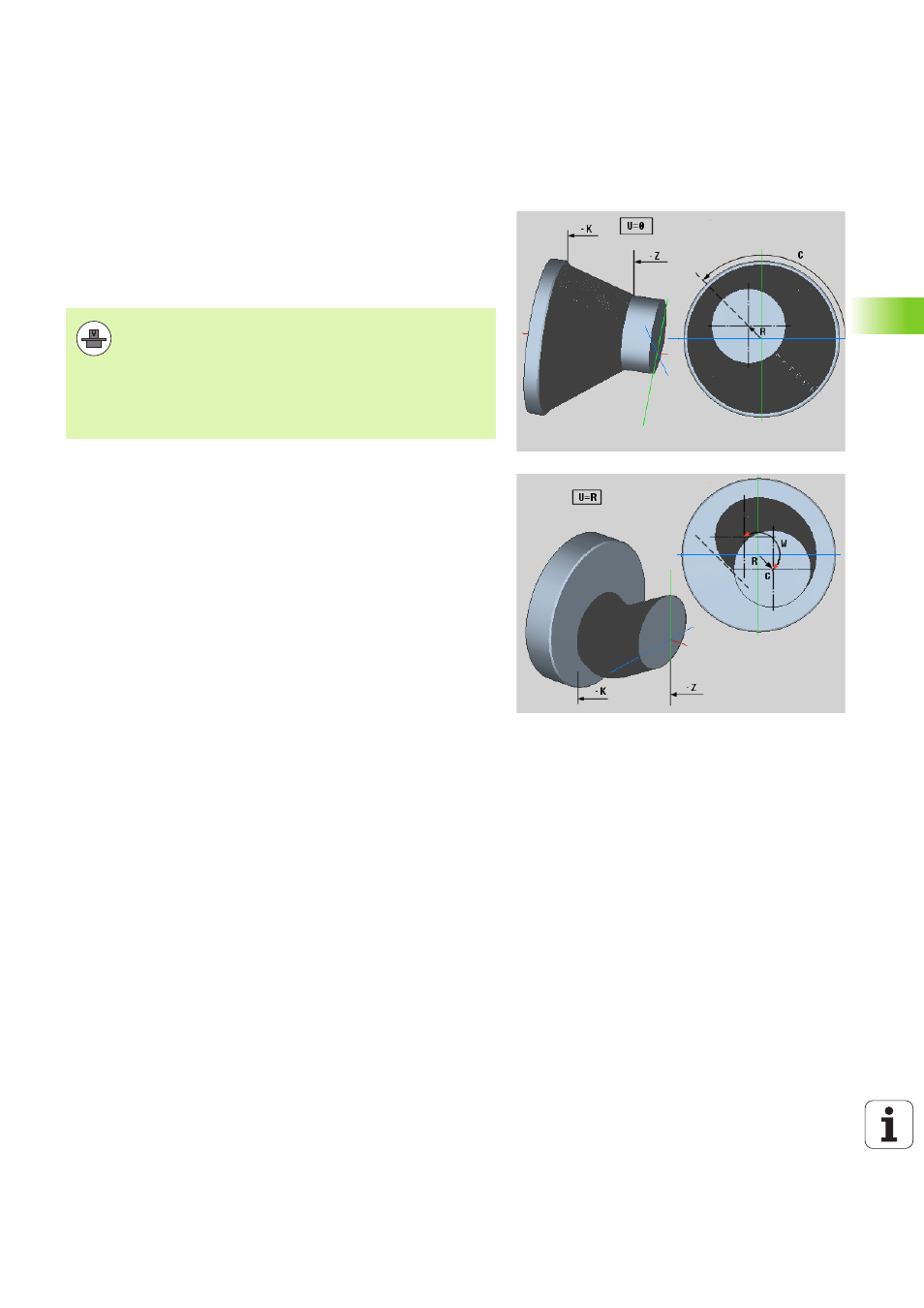
Přechod výstředníku G726
Pomocí funkce G726 můžete vyrobit soustružené obrysy mimo
původní střed otáčení. Funkce G726 navíc nabízí možnost plynule
měnit střed soustružení podél přímky nebo křivky.
Soustružené obrysy programujte v samostatných soustružnických
cyklech.
Stroj a řídicí systém musí být výrobcem stroje připraveny.
Informujte se ve vaší příručce ke stroji
Předpoklady:
Volitelný software Y-Axis Machining (Obrábění osy Y)
Volitelný software Synchronizing Functions
(Synchronizační funkce)
Parametry
H
Aktivace propojení
H=0: vypnout propojení
H=1: zapnout propojení
Q
Referenční vřeteno: číslo vřetena, které je propojeno s
osami X a Y (závisí na provedení stroje).
R
Přesazení středu při Z-startu: Vzdálenost mezi středem
výstřednosti a původním středem otáčení (rozměr
poloměru)
C
Poloha C při Z-startu: Úhel osy C přesazení středu
F
Max. rychloposuv: přípustný rychloposuv pro osy X a Y při
aktivním propojení.
V
Obrácení směru Y (závisí na provedení stroje)
V=0: Řízení používá pro pohyby v ose Y konfigurovaný
směr osy
V=1: Řízení používá pro pohyby v ose Y směry opačně
proti konfigurovanému směru osy
Z
Z-Start: Vztažná hodnota pro parametry R a C, jakož
souřadnice pro polohování nástroje
K
Z-konec: Vztažná hodnota pro parametry W a U
W
Delta C [Z-start - Z-konec]: Rozdíl úhlu osy C mezi Z-start a
Z-konec
U
Přesazení středu při Z-konec: Vzdálenost mezi středem
výstřednosti a původním středem otáčení (rozměr
poloměru)