26 frézovací cykly – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 359
HEIDENHAIN MANUALplus 620, CNC PILOT 640
359
4.26 Frézovací cykly
Parametry – frézování
NE
Číslo bloku – konec části obrysu
Tvary, volný uzavřený obrys: bez zadání
Volný otevřený obrys: poslední prvek obrysu
Obrys je tvořen jediným prvkem:
Bez zadání: obrobení ve směru obrysu
Je-li naprogramováno NS=NE: obrábění proti směru
obrysu
H
Způsob frézování (standardně: 0)
0: Nesousledně
1: Sousledně
I
(Maximální) přísuv (standardně: frézování jedním přísuvem)
F
Posuv přísuvu (do hloubky) – (standardně: aktivní posuv)
E
Snížený posuv pro kruhové prvky (standardně: aktuální posuv)
R
Rádius oblouku najíždění/odjíždění (standardně: 0)
R=0: na obrysový prvek se najíždí přímo; přísuv do bodu
najetí nad rovinou frézování, pak kolmý přísuv do hloubky.
R\>0: Fréza najíždí/odjíždí obloukem, který se napojuje na
obrysový prvek tangenciálně
R<0 U vnitřních rohů: fréza najíždí/odjíždí obloukem, který
se napojuje na obrysový prvek tangenciálně
R<0 u vnějších rohů: na prvek obrysu se najede / z něho
odjede tangenciálně po přímce
P
Hloubka frézování (standardně: hloubka z popisu obrysu)
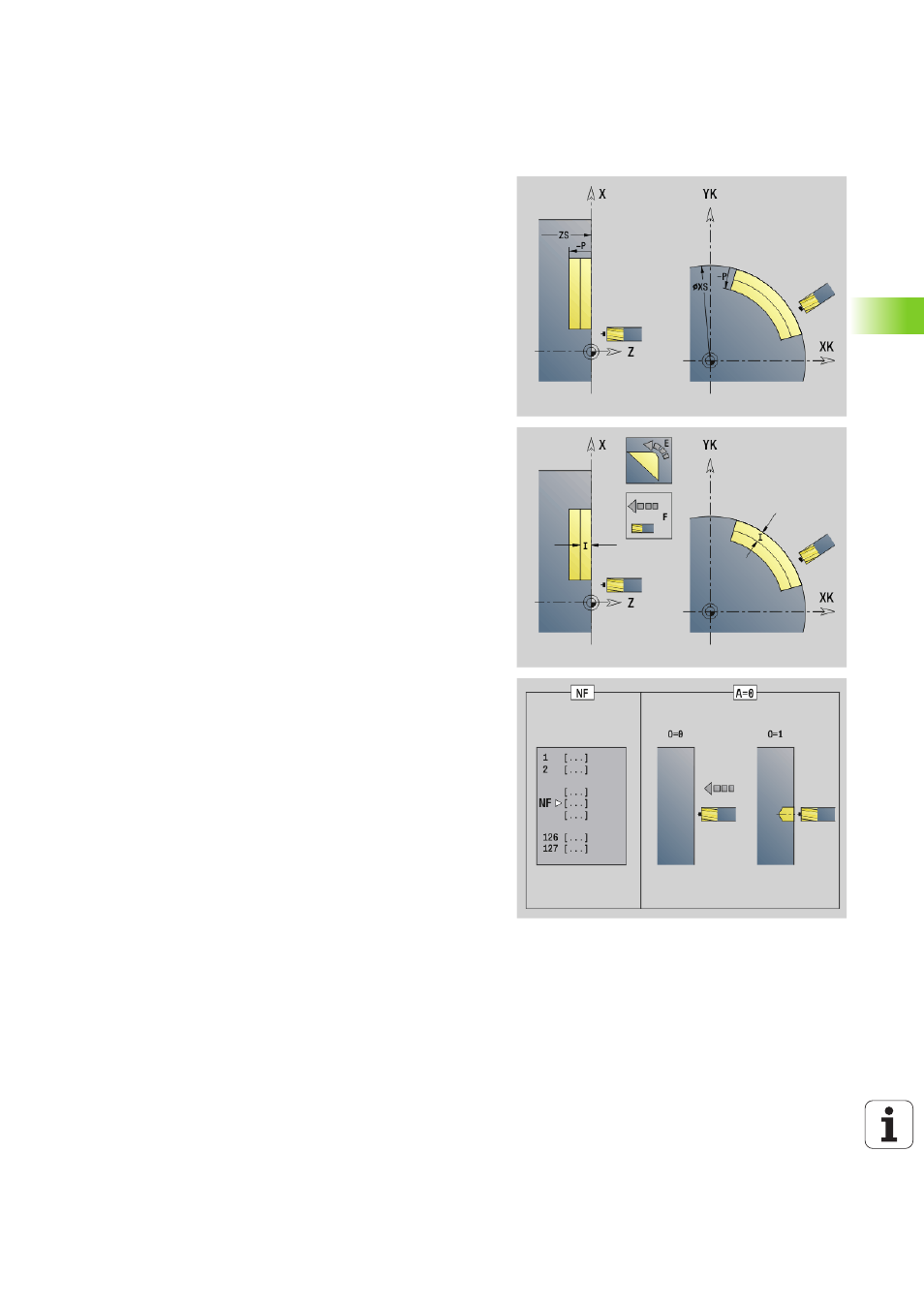
XS
Horní hrana frézování na plášti (nahrazuje referenční rovinu z
popisu obrysu)
ZS
Horní hrana frézování na čele (nahrazuje referenční rovinu z
popisu obrysu)
RB
Rovina návratu (standardně: zpět do výchozí polohy)
Čelní nebo zadní strana: Poloha návratu ve směru Z
Plocha pláště: poloha návratu ve směru X (rozměr průměru)
D
Číslo počátečního obrysu při obrábění dílčích tvarů.
V
Číslo koncového obrysu při obrábění dílčích tvarů.
Směr popisu obrysu u obrazců je „proti smyslu hodinových
ručiček“. První prvek obrysu u tvarů:
Kruhová drážka: větší kruhový oblouk
Úplná kružnice: horní půlkruh
Obdélníky, mnohoúhelníky a přímá drážka: „úhel polohy“
ukazuje na první prvek obrysu.
A
Průběh „Frézování, odjehlení“: A=0 (standardně=0)
NF
Poziční značka – reference, z níž cyklus přečte pozice
předvrtání [1..127].