26 frézovací cykly – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 356
356
Programování podle DIN
4.26 Frézovací cykly
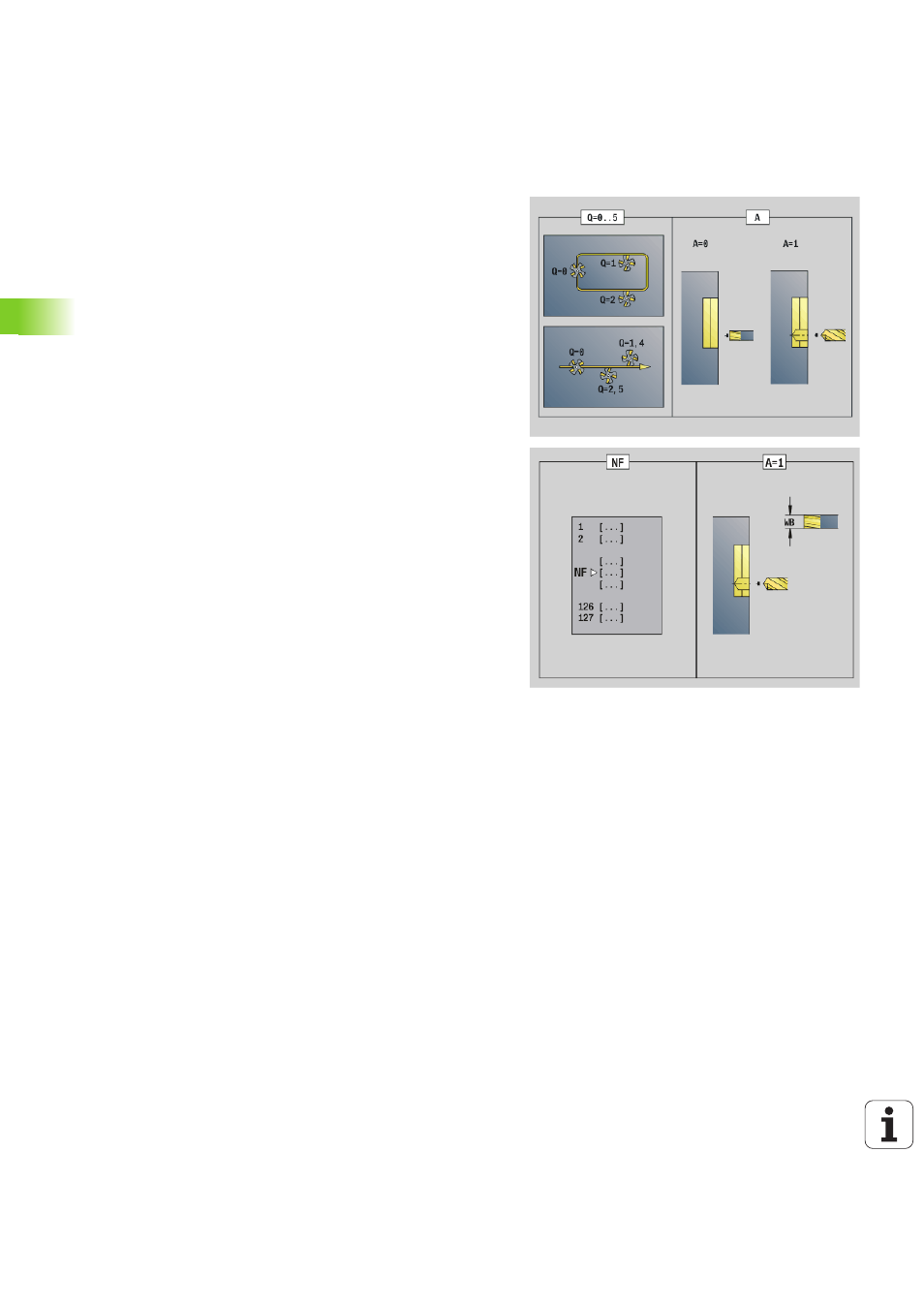
G840 – Zjištění pozic předvrtání
„G840 A1 ..“ zjistí polohy předvrtání a uloží je pod referencí uvedenou
v „NF“. Naprogramujte pouze parametry uvedené v následující
tabulce.
Viz také:
G840 – Základy: Strana 355
G840 – Frézování: Strana 358
Parametry – Zjištění pozic předvrtání
Q
Typ cyklu (= místo frézování)
Otevřený obrys. Při překrývání „Q“ definuje, zda se obrobí
první oblast (od bodu startu) nebo celý obrys.
Q=0: Střed frézy na obrysu (pozice předvrtání = bod
startu).
Q=1: Obrábění vlevo od obrysu. Při překrývání se bere do
úvahy pouze první oblast obrysu.
Q=2: Obrábění vpravo od obrysu. Při překrývání se bere
do úvahy pouze první oblast obrysu.
Q=3: Není povoleno
Q=4: Obrábění vlevo od obrysu. Při překrývání se bere do
úvahy celý obrys.
Q=5: Obrábění vpravo od obrysu. Při překrývání se bere
do úvahy celý obrys.
Uzavřený obrys
Q=0: Střed frézy na obrysu (pozice předvrtání = bod
startu).
Q=1: Vnitřní frézování
Q=2: Vnější frézování
Q = 3..5: Není povoleno
ID
Frézovaný obrys – název frézovaného obrysu
NS
Číslo startovního bloku obrysu – začátek úseku obrysu
Tvary: Číslo bloku tvaru
Volný uzavřený obrys: první prvek obrysu (nikoli výchozí
bod)
Otevřený obrys: první prvek obrysu (nikoli výchozí bod)
NE
Číslo koncového bloku obrysu – konec části obrysu
Tvary, volný uzavřený obrys: bez zadání
Otevřený obrys: poslední prvek obrysu
Obrys je tvořen jediným prvkem:
Bez zadání: obrobení ve směru obrysu
Je-li naprogramováno NS=NE: obrábění proti směru
obrysu