26 frézovací cykly – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 369
HEIDENHAIN MANUALplus 620, CNC PILOT 640
369
4.26 Frézovací cykly
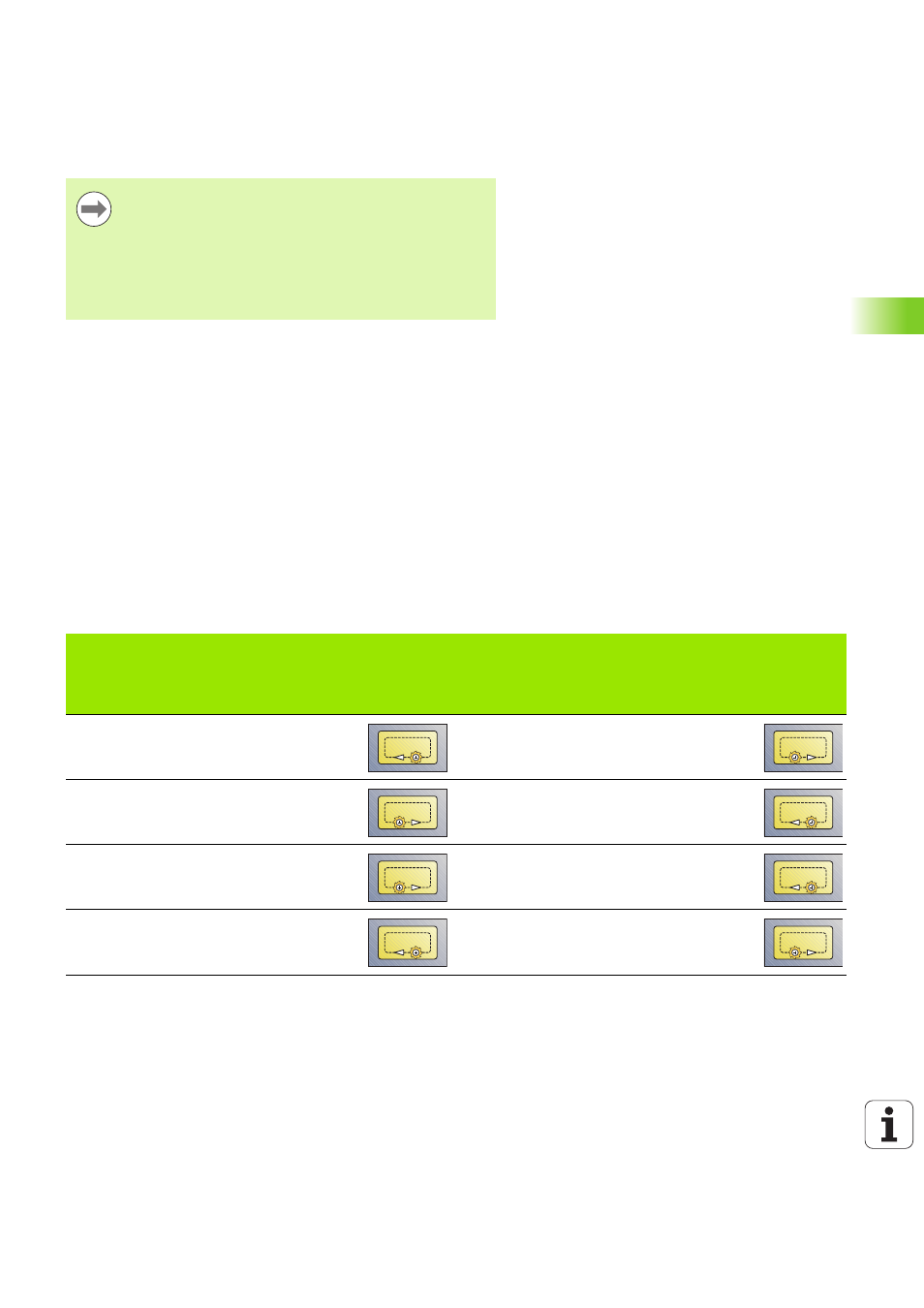
Směr frézování ovlivníte „způsobem frézování H“, „směrem obrábění
Q“ a směrem otáčení frézy (viz následující tabulku). Naprogramujte
pouze parametry uvedené v následující tabulce.
Při směru obrábění Q = 1 (směrem dovnitř) respektujte tyto
body:
Obrys musí začínat přímým prvkem.
Je-li výchozí prvek < WB, tak se WB zkrátí na délku
výchozího prvku.
Délka výchozího prvku nesmí klesnout pod 1,5násobek
průměru frézy.
Provádění cyklu
1 Poloha startu (X, Z, C) je poloha před cyklem.
2 Vypočte rozdělení řezů (přísuvy rovin frézování, přísuvy hloubek
frézování); vypočte zanořovací pozice u zanořovací dráhy pro
kývavé nebo šroubovicové zanořování.
3 Odjede na bezpečnou vzdálenost a provede přísuv v závislosti na
„O“ do první hloubky frézování, popř. se kývavě nebo po
šroubovici zanoří.
4 Vyfrézuje jednu rovinu.
5 Odsune se na bezpečnou vzdálenost, najede a provede přísuv do
další hloubky frézování.
6 Opakuje 4...5, až je celá plocha ofrézována.
7 Odjede zpět podle „Roviny návratu RB“.
Hrubovací frézování kapes G845
Způsob
frézování
Směr
obrábění
Směr
rotace
nástroje
Provedení
Způsob
frézování
Směr
obrábění
Směr
rotace
nástroje
Provedení
Nesousledně
(H = 0)
zevnitř (Q=0)
Mx03
Sousledně
(H = 1)
zevnitř (Q=0)
Mx03
Nesousledně
(H = 0)
zevnitř (Q=0)
Mx04
Sousledně
(H = 1)
zevnitř (Q=0)
Mx04
Nesousledně
(H = 0)
zvenčí (Q=1)
Mx03
Sousledně
(H = 1)
zvenčí (Q=1)
Mx03
Nesousledně
(H = 0)
zvenčí (Q=1)
Mx04
Sousledně (
H = 1)
zvenčí (Q=1)
Mx04