Přímá drážka na čele g791, 26 frézovací cykly – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 346
346
Programování podle DIN
4.26 Frézovací cykly
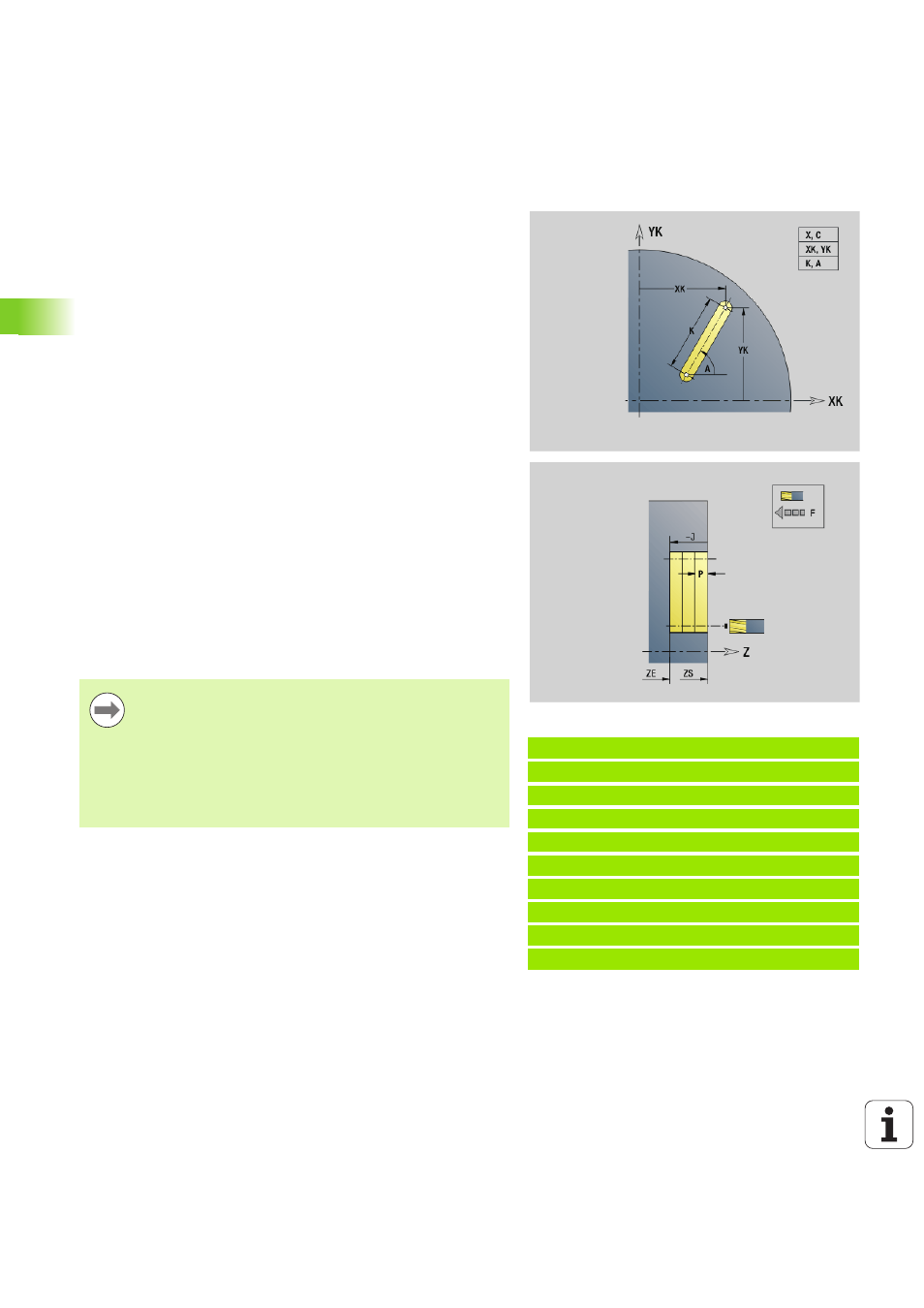
Přímá drážka na čele G791
G791 vyfrézuje drážku z aktuální polohy nástroje do koncového bodu.
Šířka drážky odpovídá průměru frézy. Výpočet přídavku se neprovádí.
Kombinace parametrů při definici koncového bodu: viz obrázek
Kombinace parametrů při definici frézovací roviny:
Dno frézování ZE, horní hrana frézování ZS
Dno frézování ZE, hloubka frézování J
Horní hrana frézování ZS, hloubka frézování J
Dno frézování ZE
Przykład: G791
%791.NC
[G791]
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G100 XK20 YK5
N6 G791 XK30 YK5 ZE-5 J5 P2
N7 M15
KONEC (ENDE)
Parametry
X
Koncový bod drážky v polárních souřadnicích (průměr)
C
Koncový úhel. Koncový bod drážky v polárních souřadnicích
(směr úhlu: viz pomocný obrázek)
XK
Koncový bod drážky (kartézsky)
YK
Koncový bod drážky (kartézsky)
K
Délka drážky vztažená ke středu frézy
A
Úhel drážky (reference: viz pomocný obrázek)
ZE
Dno frézování
ZS
Horní hrana frézování
J
Hloubka frézování
J\>0: směr přísuvu –Z
J<0: směr přísuvu +Z
P
Maximální přísuv (standardně: celá hloubka jedním přísuvem)
F
Posuv při přísuvu (standardně: aktivní posuv)
Vřeteno naklopte do požadované úhlové polohy před
vyvoláním G791.
Používáte-li zařízení k polohování vřetena (nikoli osu C),
vyrobí se axiální drážka centricky k ose rotace.
Je-li definováno J nebo ZS, provede cyklus přísuv až na
bezpečnou vzdálenost a pak vyfrézuje drážku. Není-li J
a ZS definováno, frézuje cyklus z aktuální polohy
nástroje.