Hrubování axiálně g810, 17 obrysové cykly soustružení – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 270
270
Programování podle DIN
4.17 Obrysové cykly soustružení
Hrubování axiálně G810
G810 obrábí definovanou část obrysu. Buď předáte referenci na
obráběný obrys v parametrech cyklu nebo definujete obrys hned po
vyvolání cyklu (viz „Práce s obrysovými cykly” na stránce269).
Obráběný obrys může obsahovat několik prohlubní. Podle potřeby se
obráběná plocha rozdělí do několika úseků.
Parametry
ID
Pomocný obrys – identifikační číslo obráběného obrysu
NS
Číslo počátečního bloku (začátek části obrysu)
NE
Číslo koncového bloku (konec části obrysu)
Není-li NE programováno: Obrysový prvek NS se obrobí ve
směru definice obrysu.
NS = NE programováno: Obrysový prvek NS se obrobí proti
směru definice obrysu.
P
Maximální přísuv
I
Přídavek ve směru X (rozměr průměru) - (standardně: 0)
K
Přídavek ve směru Z (standardně: 0)
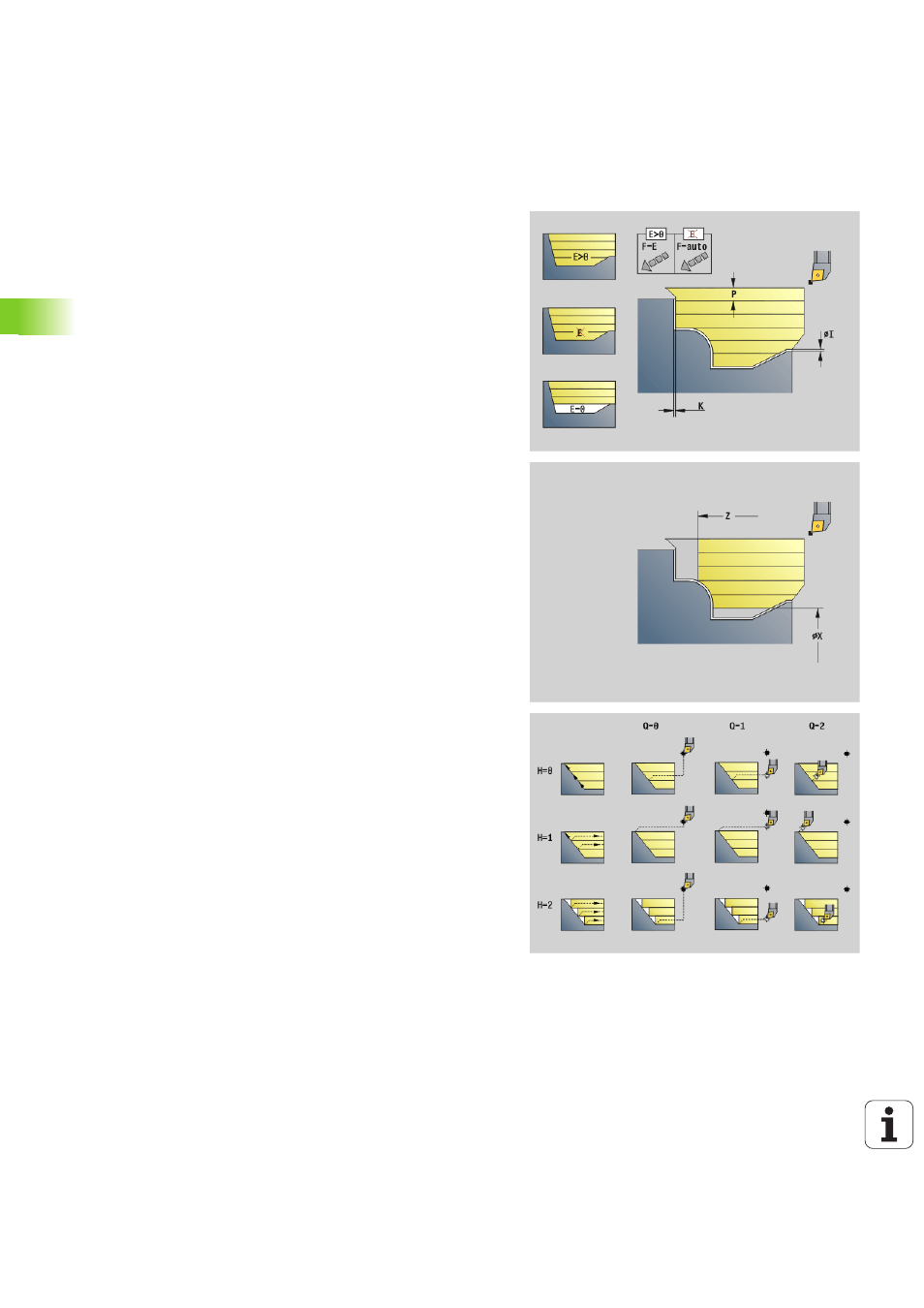
E
Chování při zanoření
E=0: Klesající obrysy se neobrobí
E\>0: posuv při zanořování
Bez zadání: redukce posuvu v závislosti na úhlu zanořování
– maximálně 50 %
X
Omezení řezu ve směru X (rozměr průměru) – (standardně: řez
bez omezení)
Z
Omezení řezu ve směru Z – (standardně: řez bez omezení)
A
Úhel najetí (reference: osa Z) - (standardně: 0°/180°;
rovnoběžně s osou Z)
W
Úhel odjetí (reference: osa Z) - (standardně: 90°/270°; kolmo k
ose Z)
H
Směr odjezdu (standardně: 0)
0: Obrábí po každém řezu podél obrysu
1: Odsune se pod úhlem 45 °; vyhlazení obrysu po
posledním řezu
2: Odsune se pod úhlem 45 °; bez vyhlazení obrysu
Q
Způsob odjetí na konci cyklu (standardně: 0)
0: Zpět do výchozího bodu (nejprve směr X, pak směr Z)
1: Napolohování před hotový obrys
2: Odjetí do bezpečné vzdálenosti a zastavení.