Přímkový vzor na čele g743, 22 v rt a cí cykly – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 331
HEIDENHAIN MANUALplus 620, CNC PILOT 640
331
4.22 V
rt
a
cí cykly
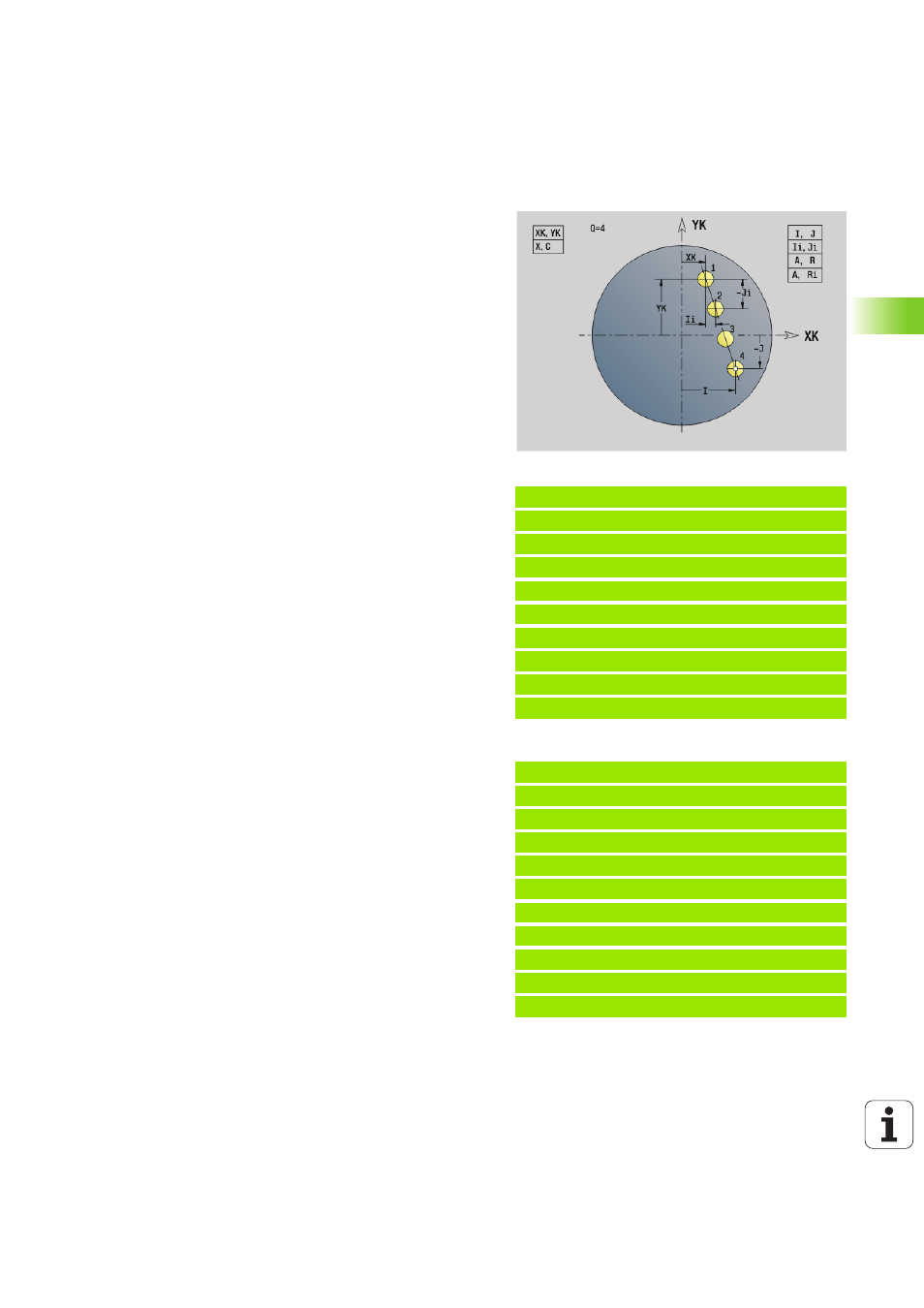
Přímkový vzor na čele G743
G743 zhotoví přímkový vrtací nebo frézovací vzor s rovnoměrnou
roztečí na čelní ploše.
Nezadáte-li Koncový bod ZE, použije se vrtací/frézovací cyklus z
dalšího NC-bloku. S tímto principem kombinujete popis vzoru s:
vrtacími cykly (G71, G74, G36)
frézovacím cyklem přímé drážky (G791)
cyklem frézování obrysu s „volným obrysem“ (G793)
Kombinace parametrů pro definici výchozího bodu popř. poloh vzoru:
Výchozí bod vzoru:
XK, YK
X, C
Polohy vzoru:
I, J a Q
Ii, Ji a Q
R, A a Q
Ri, Ai a Q
Przykład: G743
%743.nc
[G743]
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G743 XK20 YK5 A45 Ri30 Q2
N6 G791 X50 C0 ZS0 ZE-5 P2 F0.15
N7 M15
KONEC (ENDE)
Przykład: Pořadí příkazů
[ jednoduchý vrtací rastr]
N.. G743 XK.. YK.. ZS.. ZE.. I.. J.. Q..
. . .
[ vrtací rastr s hlubokým vrtáním ]
N.. G743 XK.. YK.. ZS.. I.. J.. Q..
N.. G74 ZE.. P.. I..
. . .
[ frézovací rastr s přímou drážkou ]
N.. G743 XK.. YK.. ZS.. I.. J.. Q..
N.. G791 K.. A.. Z..
. . .
Parametry
XK
Výchozí bod vzoru v kartézských souřadnicích
YK
Výchozí bod vzoru v kartézských souřadnicích
ZS
Výchozí bod obrábění vrtáním / frézováním
ZE
Koncový bod obrábění vrtáním / frézováním
X
Průměr (počáteční bod vzoru v polárních souřadnicích)
C
Úhel (počáteční bod vzoru v polárních souřadnicích)
A
Úhel vzoru
I
Koncový bod vzoru (kartézsky)
Ii
(Koncový bod ) Rozteč vzoru (kartézsky)
J
Koncový bod vzoru (kartézsky)
Ji
(Koncový bod ) Rozteč vzoru (kartézsky)
R
Délka (vzdálenost první – poslední poloha)
Ri
Délka (vzdálenost k další poloze)
Q
Počet děr/tvarů (standardně: 1)