Unit „předvrtání frézovaných kapes icp na čele, 6 unit s – p ředvrtání v ose c – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 106
106
smart.Turn UNITS
2.6 Unit
s – p
ředvrtání v ose C
Unit „Předvrtání frézovaných kapes ICP na čele“
Unit zjistí polohu předvrtání a vyrobí otvor. Následující frézovací cyklus
získá polohu předvrtání pomocí reference uložené v NF. Obsahuje-li
kapsa několik úseků, tak Unit zhotoví otvor v každém úseku.
Název Unit: DRILL_STI_845_C / Cykly: G845 A1 (viz strana 359); G71
Přístup k databance technologie:
Druh obrábění: Vrtání
Ovlivněné parametry: F, S
Formulář Obrys
FK
NS
Číslo prvního bloku obrysu
NE
Číslo koncového bloku obrysu
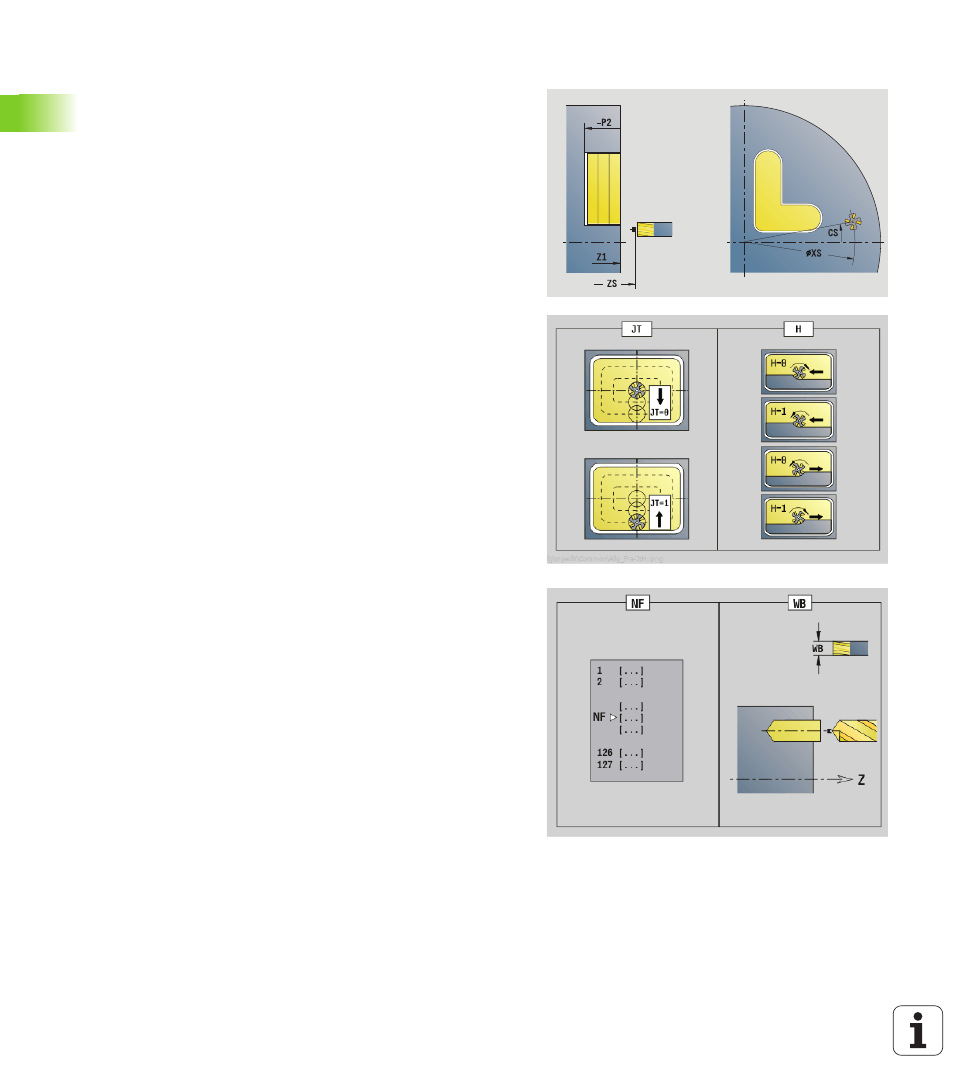
Z1
Horní hrana frézování
P2
Hloubka obrysu
Formulář Cyklus
JT
Směr průběhu
0: směrem ven
1: směrem dovnitř
H
Způsob frézování
0: Nesousledně
1: Sousledně
I
Přídavek rovnoběžně s obrysem
K
Přídavek ve směru přísuvu
U
Koeficient přesahu (standardně: 0,5)
WB
Průměr frézy
NF
Značka polohy
E
Časová prodleva na dně otvoru (standardně: 0)
D
Návrat s
0: Rychloposuvem
1: Posuvem
V
Redukce posuvu
0: bez redukce
1: na konci vrtání
2: na začátku vrtání
3: na začátku a na konci vrtání
AB
Délka navrtání a provrtání (vzdálenost pro snížení posuvu)
RB
Rovina návratu (standardně: do startovní polohy, resp. na
bezpečnou vzdálenost)
Další formuláře: viz strana 56