Frézování kapes načisto g846 (osa y), 7 frézovací cykly v ose y – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 520
520
DIN-programování pro osu Y
6.7 Frézovací cykly v ose Y
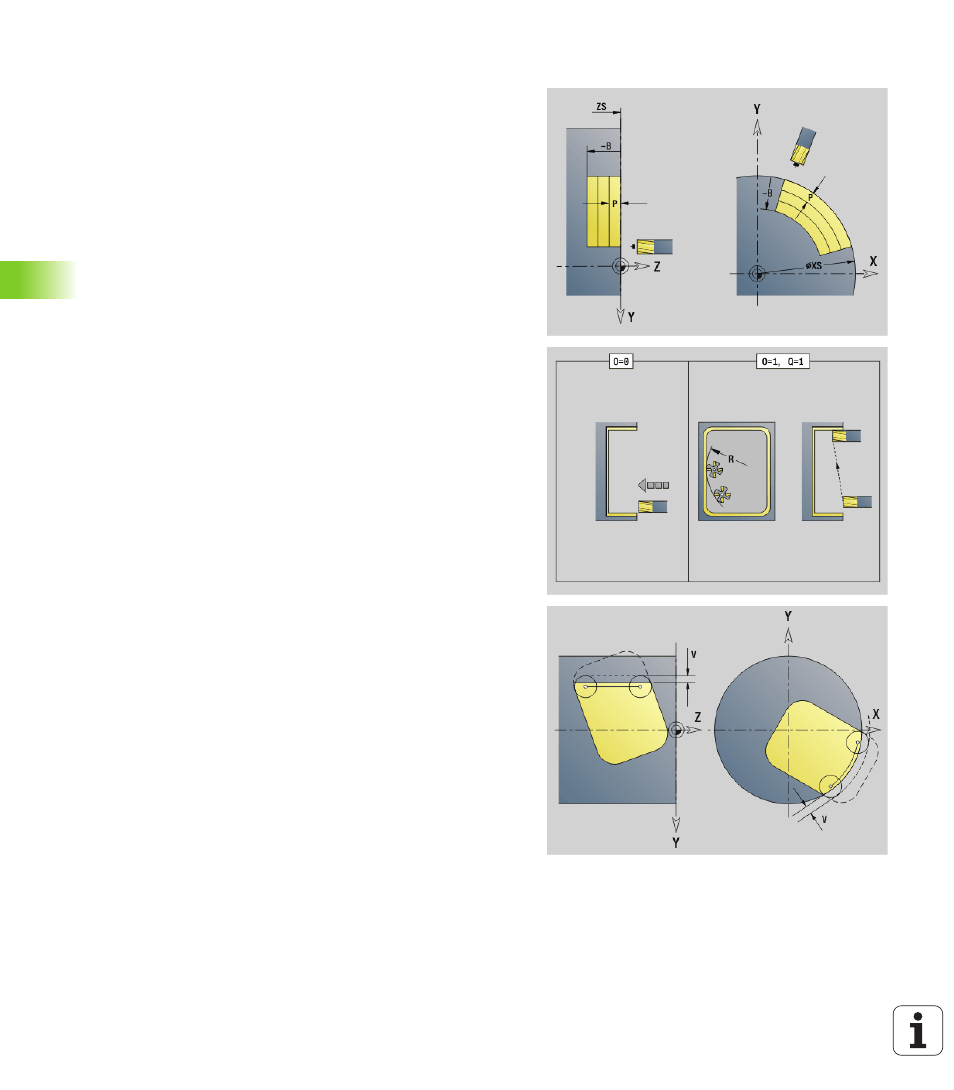
Frézování kapes načisto G846 (osa Y)
G846 obrobí načisto uzavřené obrysy částí (úseků) programu
definované v rovině XY nebo YZ:
ČELO_Y (STIRN_Y)
ZADNÍ STRANA_Y (RUECKSEITE_Y)
PLÁŠŤ_Y (MANTEL_Y)
Směr frézování ovlivníte „Způsobem frézování H“, „Směrem obrábění
Q“ a směrem otáčení frézy.
Parametry – dokončování
ID
Frézovaný obrys – název frézovaného obrysu
NS
Číslo prvního bloku obrysu
Tvary (obrazce): Číslo bloku obrazce
Volný uzavřený obrys: prvek obrysu (nikoli výchozí bod)
B
Hloubka frézování (standardně: hloubka z popisu obrysu)
P
Maximální přísuv (standardně: frézování jediným přísuvem)
XS
Horní hrana frézování v rovině YZ (nahrazuje referenční
průměr z popisu obrysu)
ZS
Horní hrana frézování v rovině XY (nahrazuje referenční rovinu
z popisu obrysu)
R
Rádius oblouku najíždění/odjíždění (standardně: 0)
R = 0: Prvek obrysu se najede přímo. Přísuv se provede do
bodu najetí nad rovinou frézování, pak proběhne kolmý
přísuv do hloubky.
R>0: Fréza najíždí/odjíždí obloukem, který se napojuje na
obrysový prvek tangenciálně.
U
(Minimální) Koeficient překrytí. Určuje překrývání jednotlivých
drah frézování (standardně: 0,5).
Překrývání = U*průměr frézy
V
Koeficient přeběhu – u obrábění v ose C bez funkce
H
Způsob frézování (standardně: 0)
0: Nesousledně
1: Sousledně
F
Posuv přísuvu do hloubky (standardně: aktivní posuv)
E
Snížený posuv pro kruhové prvky (standardně: aktuální posuv)
RB
Rovina návratu (standardně: zpět do startovní polohy)
Rovina XY: Poloha návratu ve směru Z
Rovina YZ: Poloha návratu ve směru X (průměr)
Q
Směr obrábění (standardně: 0)
0: směrem ven
1: směrem dovnitř