Přímka na plášti g111, 25 obráb ě ní pl ášt ě – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 336
336
Programování podle DIN
4.25 Obráb
ě
ní
pl
ášt
ě
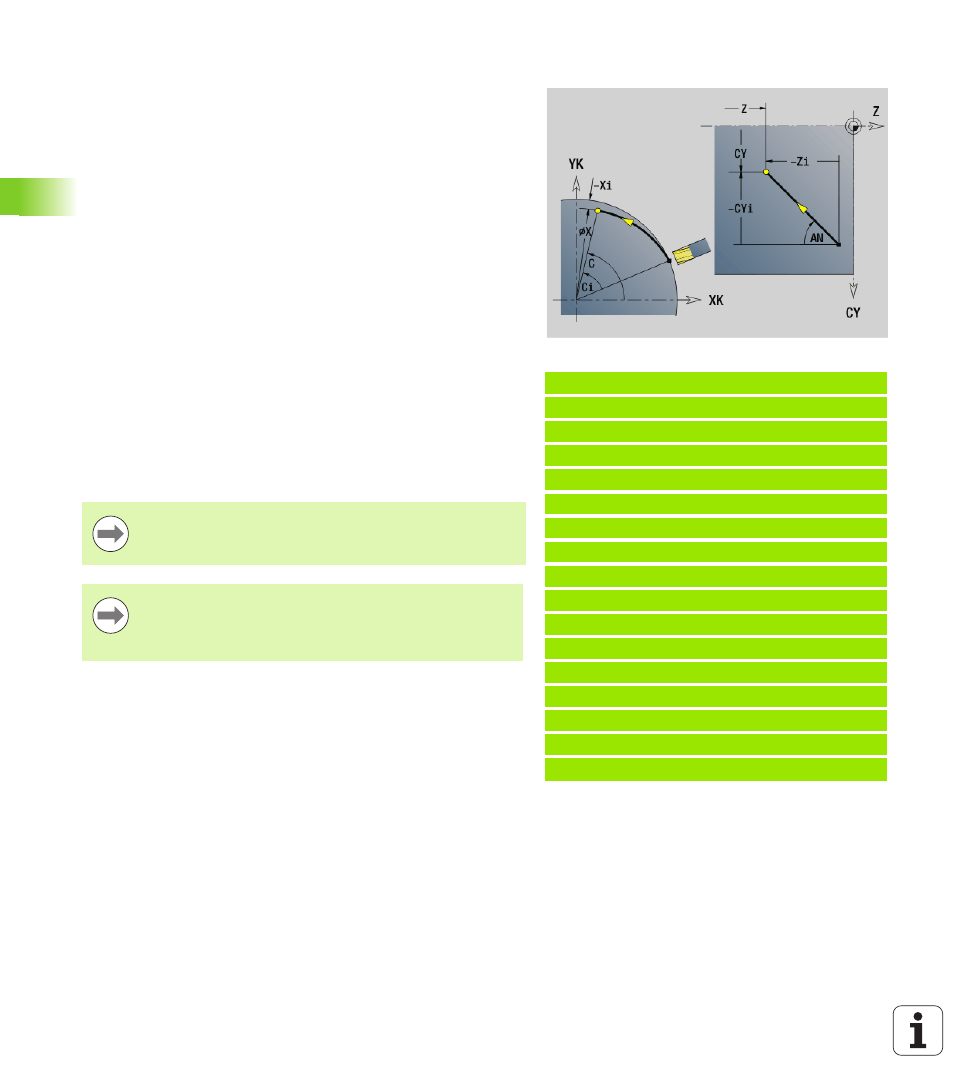
Přímka na plášti G111
G111 pojíždí daným posuvem po přímce do „koncového bodu“.
Przykład: G111
. . .
[G111, G120]
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G41 Q2 H0
N7 G110 Z-20 CY0
N8 G111 Z-40 [Přímka na plášti]
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635
N12 G40
N13 G110 X105
N14 M15
. . .
Parametry
Z
Koncový bod
C
Koncový úhel – směr úhlu: viz pomocný obrázek
CY
Koncový bod jako přímkový rozměr (reference: rozvinutí pláště
na referenčním průměru G120)
X
Koncový bod (průměr) – (standardně: aktuální poloha X)
Parametry geometrického popisu (G80)
AN
Úhel s kladnou osou Z
BR
Zkosení / zaoblení. Definuje přechod k dalšímu obrysovému
prvku. Zadáváte-li zkosení/zaoblení, programujte teoretický
koncový bod.
Bez zadání: Tangenciální přechod
BR=0: Netangenciální přechod
BR>0: Rádius zaoblení
BR<0: Šířka zkosení
Q
Průsečík. Koncový bod, pokud dráha protíná oblouk kružnice
(standardně: 0):
Q=0: bližší průsečík
Q=1: vzdálenější průsečík
Parametry AN, BR a Q se smí používat pouze v popisu
geometrie uzavřeném s G80 a použitém pro cyklus.
Programování:
Z, C, CY: absolutně, přírůstkově nebo samodržně
Programujte buďto Z – C nebo Z – CY