29 ostatní g-funkce, Upínadla v simulaci g65, Obrys polotovaru g67 (pro grafiku) – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 371: Časová prodleva g4, Přesné zastavení g7, Přesné zastavení vyp g8
HEIDENHAIN MANUALplus 620, CNC PILOT 640
371
4.29 Ost
atní G-funkce
4.29 Ostatní G-funkce
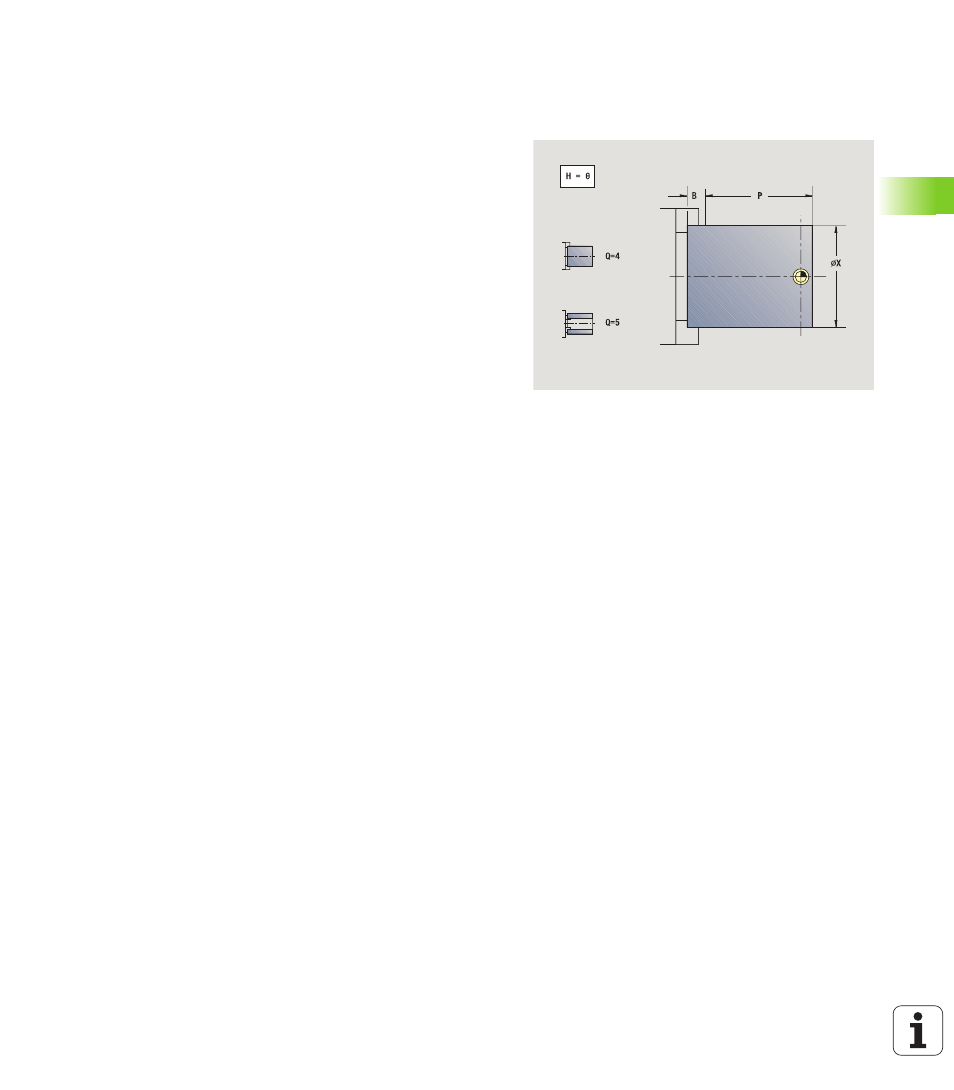
Upínadla v simulaci G65
G65 naznačí upínadla v grafické simulaci.
Obrys polotovaru G67 (pro grafiku)
G67 ukazuje „pomocný polotovar“ v simulaci.
Časová prodleva G4
Při G4 Řídicí systém vyčká po dobu „F“ a pak provede příští blok
programu. Je-li funkce G4 použita v bloku s dráhou pojezdu, aktivuje
se časová prodleva po skončení pojezdu.
Přesné zastavení G7
G7 zapíná „přesné zastavení“ s přídrží. Při „přesném zastavení“ spustí
Řídicí systém další blok, bylo-li dosaženo „Okna tolerance polohy“
kolem koncového bodu. Okno tolerance je konfigurační parametr
(„ParameterSets PX(PZ)/CfgControllerTol/posTolerance").
„Přesné zastavení“ působí na jednotlivé dráhy a cykly. NC-blok, v
němž je naprogramována funkce G7, se již provede s „přesným
zastavením“.
Přesné zastavení VYP G8
G8 vypíná „přesné zastavení“. Blok, v němž je naprogramováno G8,
se provede bez „přesného zastavení“.
Parametry
H
Číslo upínadla (programujte vždy H = 0)
D
Číslo vřetena – bez zadání
X
Průměr polotovaru
Z
Výchozí bod – bez zadání
Q
Způsob upnutí
4: upínat zvenku
5: upínat zevnitř
B
Délka upnutí (B + P = délka polotovaru)
P
Délka pro uvolnění
V
Smazání zápisu upínadla
Parametry
ID
Identifikační číslo pomocného polotovaru
NS
Číslo bloku obrysu
Parametry
F
Časová prodleva [sec] (0 < F <= 999)