5 polohování nástroje v ose y, Rychloposuv g0, Najetí do bodu výměny nástroje g14 – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 505: Rychloposuv g0 najetí do bodu výměny nástroje g14
HEIDENHAIN MANUALplus 620, CNC PILOT 640
505
6.5 Polohování nástroje v ose Y
6.5 Polohování nástroje v ose Y
Rychloposuv G0
G0 jede rychloposuvem nejkratší cestou do „cílového bodu X, Y, Z“.
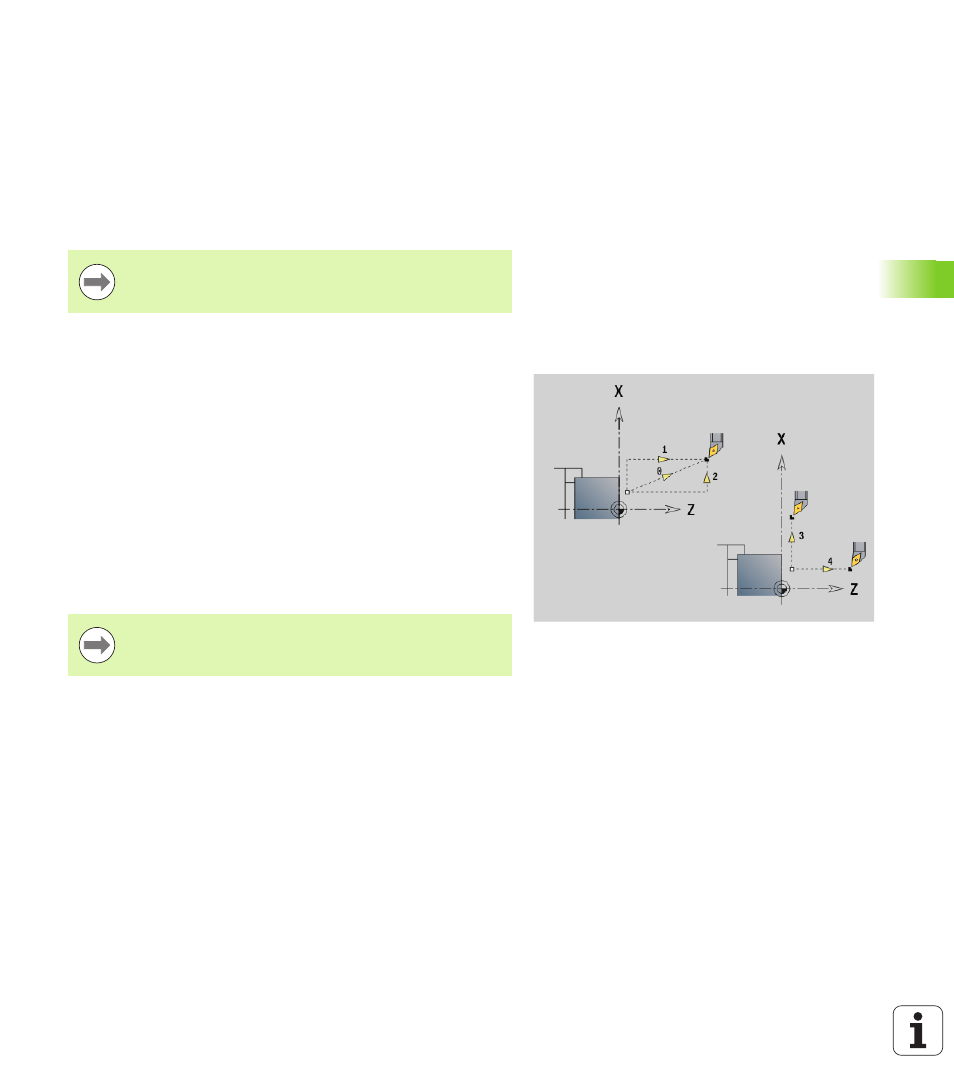
Najetí do bodu výměny nástroje G14
G14 jede do polohy výměny nástroje rychloposuvem. Souřadnice
bodu výměny definujete v provozním režimu seřizování.
Parametry
X
Průměr – cílový bod
Z
Délka – cílový bod
Y
Délka – cílový bod
Programování X, Y, Z: absolutně, inkrementálně nebo
samodržně
Parametry
Q
Pořadí (standardně: 0)
0: osy X a Z pojíždějí současně (diagonálně)
1: nejprve směr X, pak směr Z
2: nejprve směr Z, pak X
3: pouze směr X; Z zůstává nezměněno
4: pouze směr Z; X zůstává nezměněno
5: pouze směr Y
6: osy X, Y a Z pojíždějí současně (diagonálně)
Při Q=0...4 se v ose Y nepojíždí.