35 g-funkce z p ředchozích verzí řídicích systém ů – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 416
416
Programování podle DIN
4.35 G-funkce z p
ředchozích verzí
řídicích systém
ů
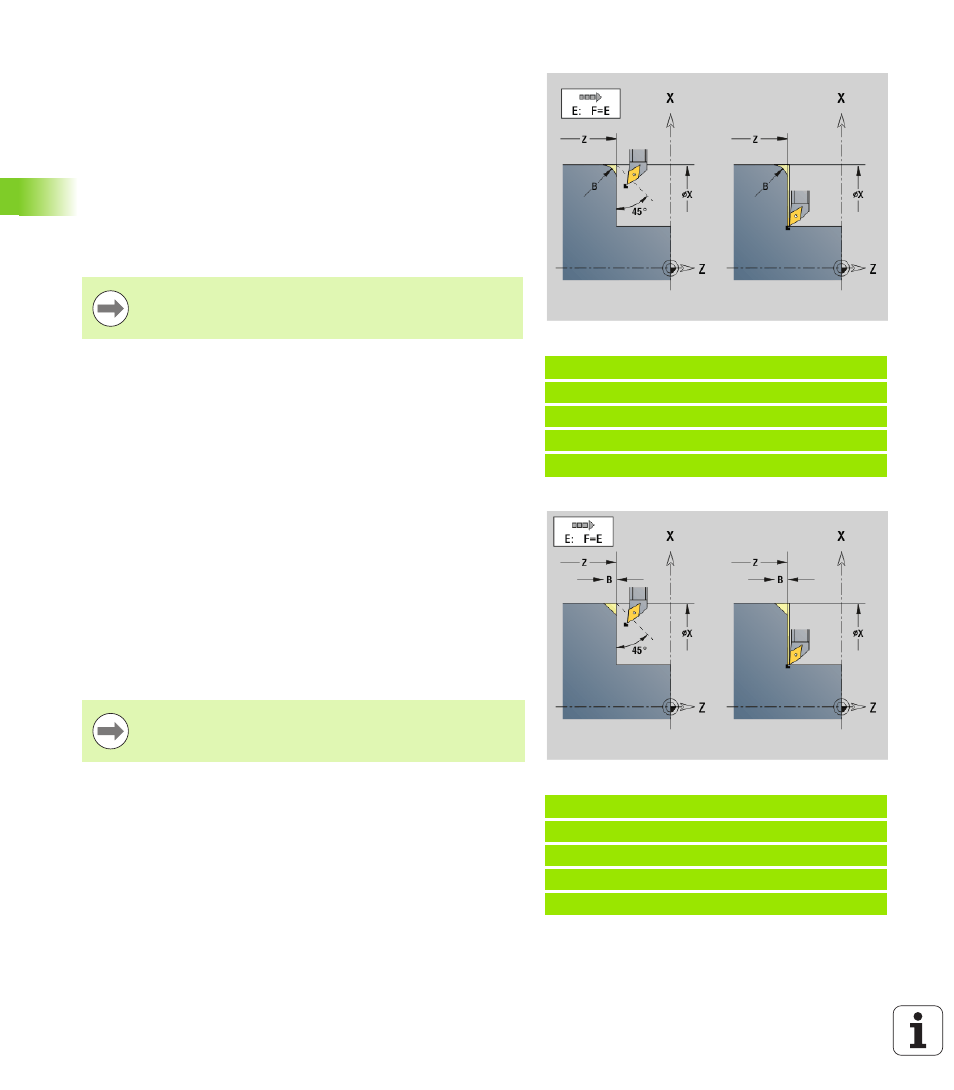
Cyklus rádiusu G87
G87 vytváří přechodové rádiusy (zaoblení) na pravoúhlých, s osami
rovnoběžných vnitřních a vnějších rozích. Směr se odvozuje z „polohy/
směru obrábění“ nástroje.
Předchozí axiální nebo radiální prvek se obrobí, pokud před
provedením cyklu nástroj stojí na souřadnici X nebo Z rohového bodu.
Cyklus zkosení G88
G88 vytváří zkosení na pravoúhlých, s osami rovnoběžných vnějších
rozích. Směr se odvozuje z „polohy/směru obrábění“ nástroje.
Předchozí axiální nebo radiální prvek se obrobí, pokud před
provedením cyklu nástroj stojí na souřadnici X nebo Z rohového bodu.
Przykład: G87
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2 [Rádius]
Parametry
X
Rohový bod (průměr)
Z
Roh
B
Rádius
E
Redukovaný posuv (standardně: aktivní posuv)
Korekce rádiusu břitu se provádí.
Přídavky se nezapočítávají.
Przykład: G88
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2 [Zkosení]
Parametry
X
Rohový bod (průměr)
Z
Roh
B
Šířka zkosení
E
Redukovaný posuv (standardně: aktivní posuv)
Korekce rádiusu břitu se provádí.
Přídavky se nezapočítávají.