17 obrysové cykly soustružení – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 269
HEIDENHAIN MANUALplus 620, CNC PILOT 640
269
4.17 Obrysové cykly soustružení
Podle definice nástroje Řídicí systém rozpozná, zda se jedná o vnější
nebo vnitřní obrábění.
Parametr
V
Vyznačení začátku/konce (standardně: 0). Zkosení /
zaoblení se provede:
0: na začátku a na konci
1: na začátku
2: na konci
3: neprovede se
4: obrobí se zkosení / zaoblení – nikoli základní prvek
(předpoklad: úsek obrysu s jediným prvkem)
B
Výpočet obrysu
0: automaticky
1: nástroj vlevo (G41)
2: nástroj vpravo (G42)
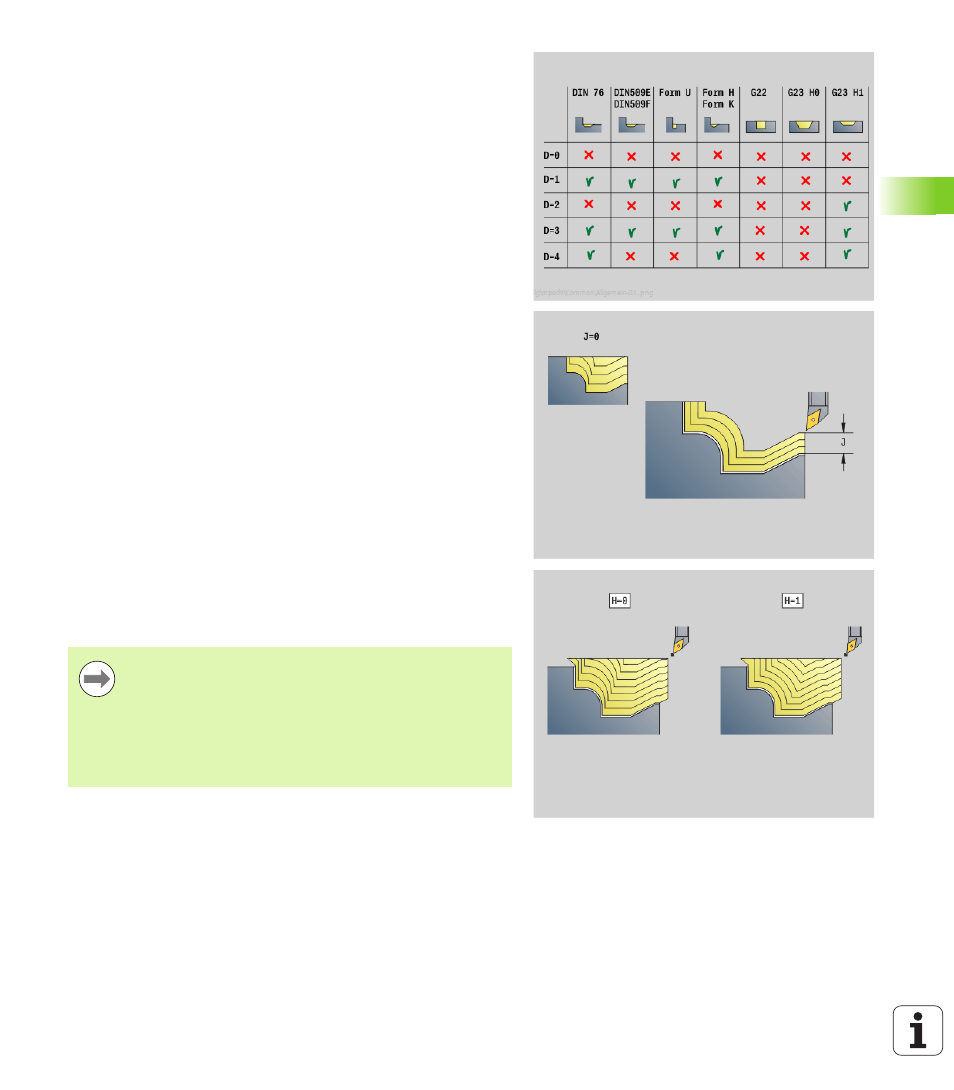
D
Potlačení prvků (viz obrázek)
J
Přídavek polotovaru (poloměr) – je aktivní pouze není-li
definován žádný polotovar.
H
Souběžně s obrysem – druhy čar řezu:
0: konstantní hloubka úběru
1: ekvidistantní čáry řezu
HR
Určení směru hlavního obrábění
XA, ZA Výchozí bod polotovaru (platí pouze pokud nebyl
naprogramovaný žádný polotovar):
XA, ZA nenaprogramované: Obrys polotovaru se vypočítá
z polohy nástroje a obrysu ICP.
XA, ZA naprogramované: Definice rohu obrysu
polotovaru.
Korekce rádiusu břitu se provádí.
Přídavek G57 „zvětšuje“ obrys (i vnitřní obrysy).
Přídavek G58
>0: „zvětšuje“ obrys
<0: nebude se započítávat
Přídavky G57/G58 se po konci cyklu smažou.