Kuželový závit api g352, Api: viz „kuželový závit api g352” na straně, 19 závitové cykly – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 300
300
Programování podle DIN
4.19 Závitové cykly
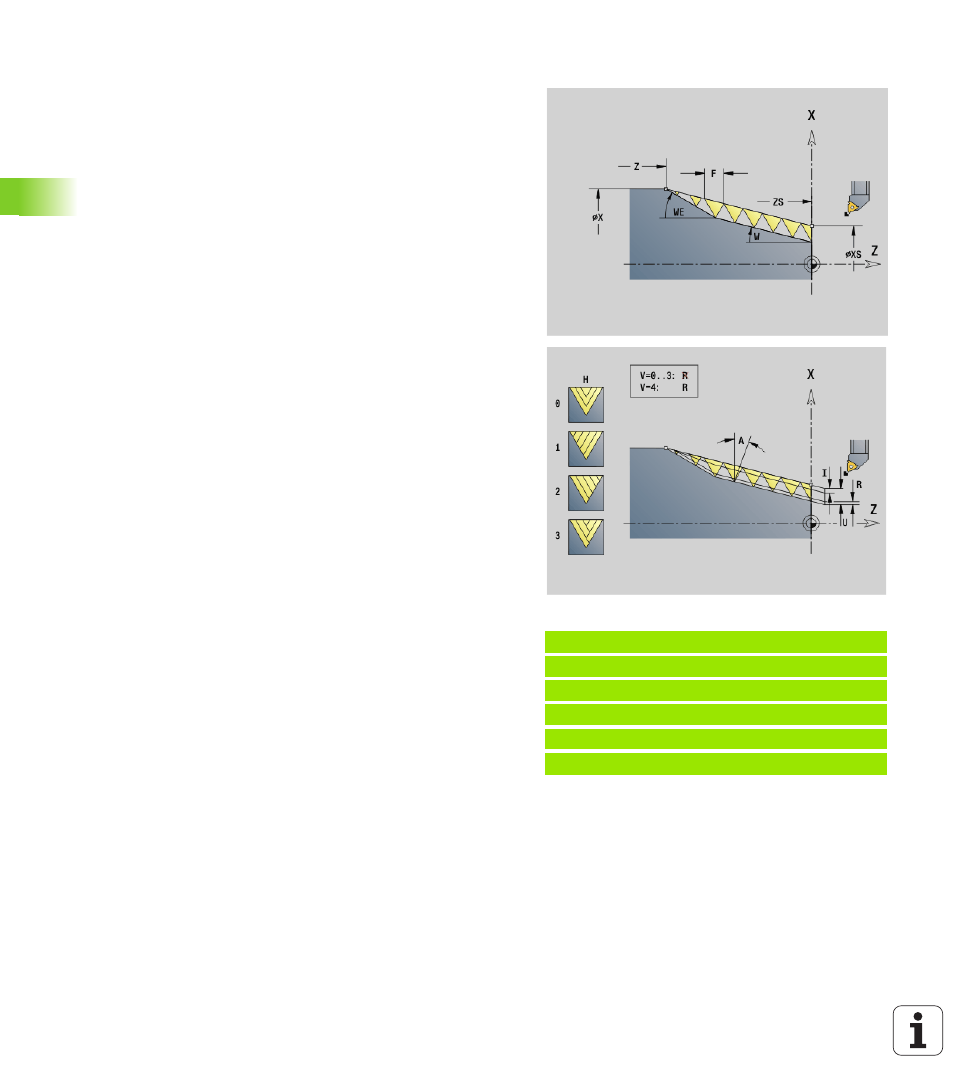
Kuželový závit API G352
G352 zhotoví jednochodý nebo vícechodý kuželový závit API. Hloubka
závitu se v jeho výběhu zmenšuje.
Przykład: G352
%352.NC
[G352]
N1 T5 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z-28 XS13 ZS0 F1.5 U-999 WE12
KONEC
Parametry
X
Koncový bod závitu (průměr)
Z
Koncový bod závitu
XS
Počáteční bod závitu (průměr)
ZS
Výchozí bod závitu
F
Stoupání závitu
U
Hloubka závitu
U>0: Vnitřní závit
U<=0: Vnější závit (plášť a čelo válce)
U = +999 nebo –999: Vypočítá se hloubka závitu
I
Maximální přísuv (standardně: vypočítá se ze stoupání a
hloubky závitu)
V
Způsob přísuvu (standardně: 0)
0: konstantní průřez třísky u všech řezů
1: konstantní přísuv
2: s rozdělením posledního řezu. První přísuv = „zbytek“
dělení hloubka závitu / hloubka řezu. „Poslední řez“ se
rozdělí na řezy 1/2, 1/4, 1/8 a 1/8.
3: přísuv se vypočítá ze stoupání a otáček
4: jako MANUALplus 4110
H
Způsob přesazení k vyhlazení boků závitu (standardně: 0)
0: bez přesazení
1: přesazení zleva
2: přesazení zprava
3: přesazení střídavě vpravo/vlevo
A
Úhel přísuvu (rozsah: -60° < A < 60°; standardně: 30°)
A>0: přísuv z pravého boku
A<0: přísuv z levého boku
R
Hloubka zbývajícího řezu – pouze ve spojení s druhem přísuvu
V=4 (jako MANUALplus 4110)
W
Úhel kužele (rozsah: -45° < W < 45°; standardně: 0°)
WE
Úhel výběhu (rozsah: 0° < WE < 90°; standardně: 12°)
D
Počet chodů u vícechodých závitů.
Q
Počet chodů naprázdno po posledním řezu (k odstranění
řezného tlaku na dně závitu) – (standardně: 0)
C
Výchozí úhel (začátek závitu leží definovaně vůči prvkům
obrysu, jež nejsou rotačně symetrické) – (standardně: 0)