26 frézovací cykly – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 361
HEIDENHAIN MANUALplus 620, CNC PILOT 640
361
4.26 Frézovací cykly
Parametry – frézování
A
Průběh „Frézování“: A=0 (standardně = 0)
NF
Poziční značka – reference, z níž cyklus přečte pozice
předvrtání [1..127].
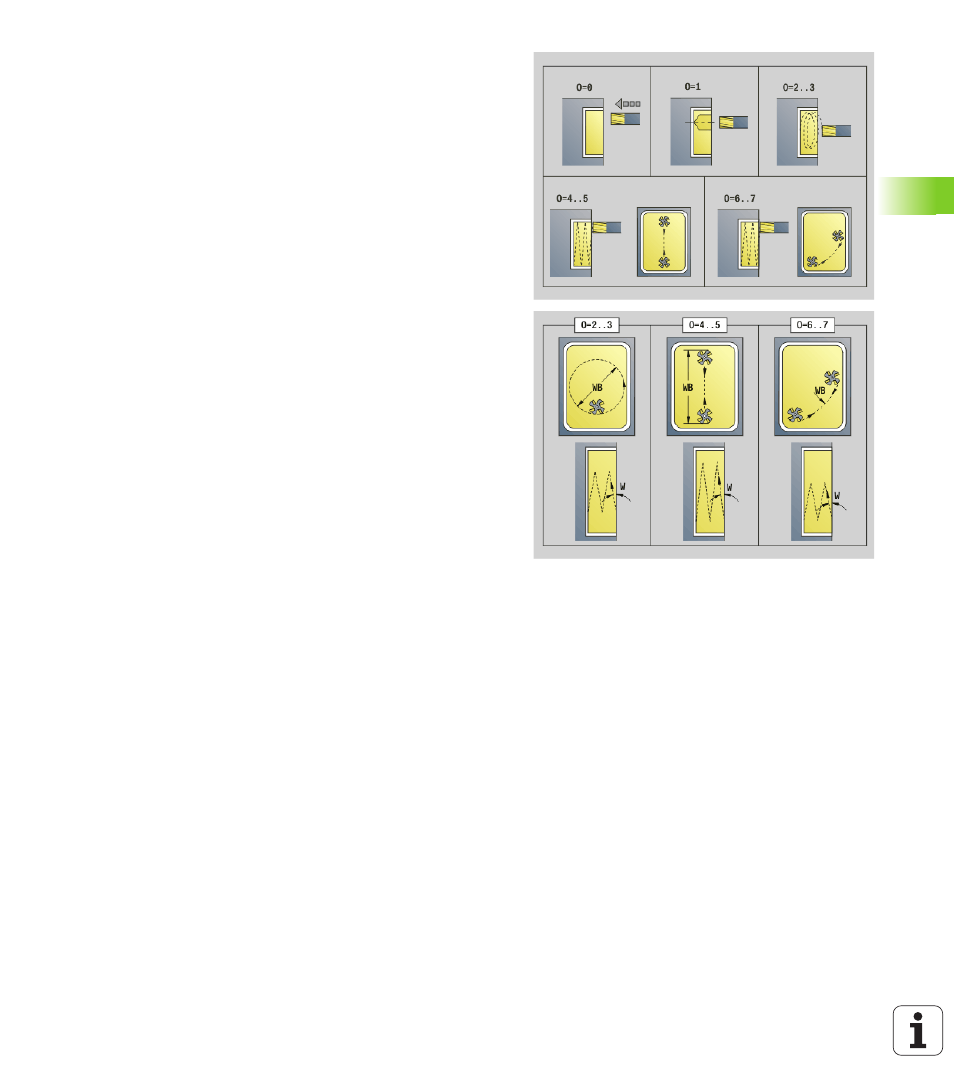
O
Způsob zanořování (standardně: 0)
O = 0 (kolmé zanoření): Cyklus jede do výchozího bodu,
zanoří posuvem při přísuvu a pak frézuje kapsu.
O = 1 (Zanoření na předvrtané pozici):
Naprogramované „NF“: Cyklus napolohuje frézu nad první
pozici předvrtání, zanoří a vyfrézuje první oblast. Popřípadě
polohuje cyklus frézu na další pozici předvrtání a obrobí další
oblast, atd.
Nenaprogramované „NF“: Cyklus zanoří na aktuální pozici a
vyfrézuje oblast. Popřípadě polohujte frézu na další pozici
předvrtání a obrobte další oblast, atd.
O = 2, 3 (Zanoření po šroubovici): Fréza se zanoří v úhlu „W“
a vyfrézuje plný kruh s průměrem „WB“. Jakmile se dosáhne
hloubky frézování „P“, přejde cyklus do frézování roviny.
O = 2 – ručně: Cyklus zanoří na aktuální pozici a obrobí
oblast, která je z této pozice dosažitelná.
O = 3 – automaticky: Cyklus vypočítá pozici zanoření, zanoří
a obrobí tuto oblast. Zanořovací pohyb končí, pokud to je
možné, ve výchozím bodu první frézovací dráhy. Obsahuje-
li kapsa několik oblastí, tak cyklus obrábí postupně všechny
části.
O = 4, 5 (Kývavě, přímé zanoření): Fréza se zanoří v úhlu „W“
a vyfrézuje přímou dráhu délky „WB“. Úhel polohy definujte ve
„WE“. Poté frézuje cyklus tuto dráhu v opačném směru.
Jakmile se dosáhne hloubky frézování „P“, přejde cyklus do
frézování roviny.
O = 4 – ručně: Cyklus zanoří na aktuální pozici a obrobí
oblast, která je z této pozice dosažitelná.
O = 5 – automaticky: Cyklus vypočítá pozici zanoření, zanoří
a obrobí tuto oblast. Zanořovací pohyb končí, pokud to je
možné, ve výchozím bodu první frézovací dráhy. Obsahuje-
li kapsa několik oblastí, tak cyklus obrábí postupně všechny
části. Pozice zanoření se v závislosti na obrazci a „Q“ zjistí
takto:
Q0 (směrem ven):
– přímá drážka, obdélník, mnohoúhelník: Referenční bod
obrazce
– kruh: Střed kruhu
– kruhová drážka, „volný“ obrys: Výchozí bod nejvnitřnější
frézovací dráhy
Q1 (směrem dovnitř):
– přímá drážka: Výchozí bod drážky
– kruhová drážka, kruh: neobrobí se
– obdélník, mnohoúhelník: Výchozí bod prvního přímého
prvku
– „volný“ obrys: Výchozí bod prvního přímého prvku (musí
být přítomen nejméně jeden přímý prvek)