21 cykly odleh čovacích zápich ů – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 308
308
Programování podle DIN
4.21 Cykly odleh
čovacích zápich
ů
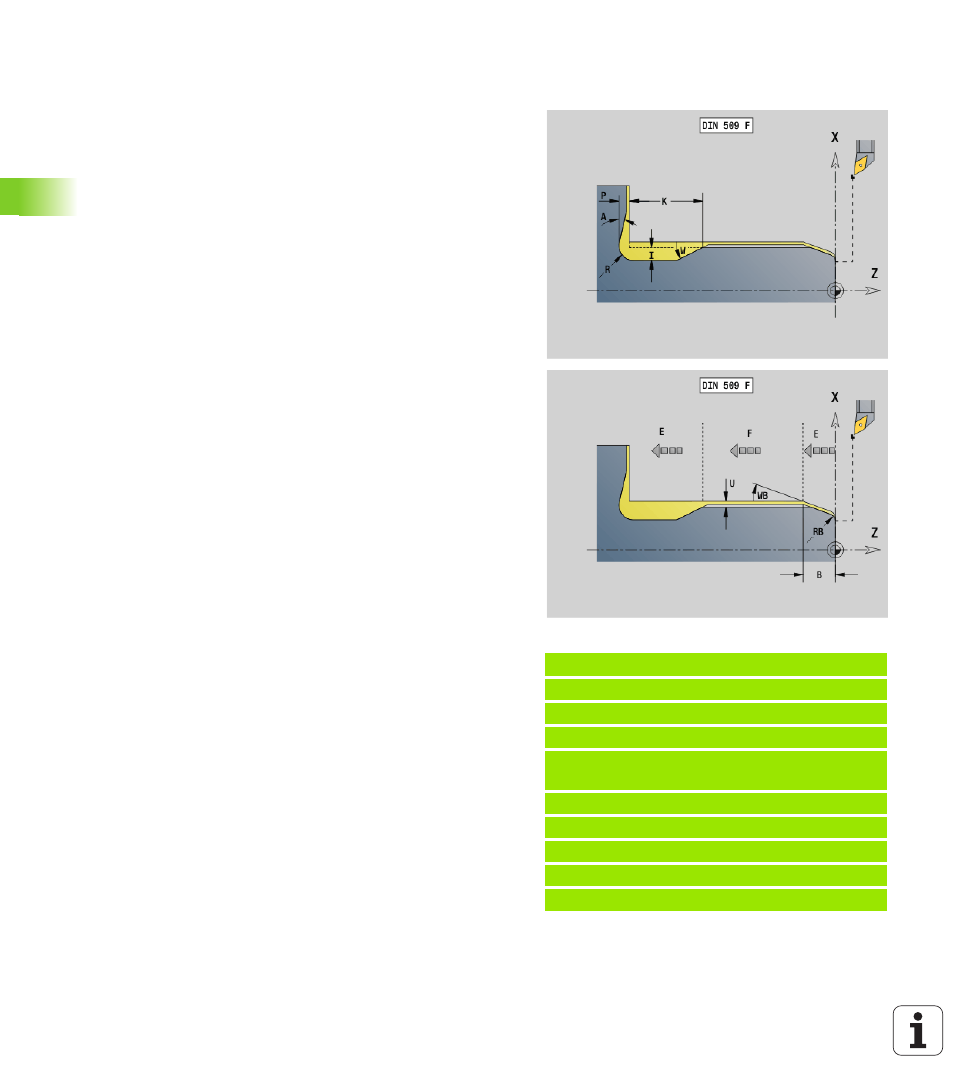
Odlehčovací zápich DIN 509 F s obrobením válce
G852
G852 zhotoví předcházející válec, odlehčovací zápich, navazující
čelní plochu a náběh válce, zadáte-li parametr Délka náběhu nebo
Rádius náběhu.
Parametry, které nezadáte, si zjistí Řídicí systém z tabulky norem
podle průměru (viz “Cyklus odlehčovacího zápichu G85” na
Przykład: G852
%852.nc
[G852]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G852 I3 K15 W30 R2 P0.2 A8 B5 RB2 WB30
E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
KONEC
Parametry
I
Hloubka odlehčovacího zápichu (standardně: tabulka norem)
K
Délka odlehčovacího zápichu (standardně: tabulka norem)
W
Úhel odlehčovacího zápichu (standardně: tabulka norem)
R
Rádius odlehčovacího zápichu (standardně: tabulka norem)
P
Čelní hloubka (standardně: tabulka norem)
A
Radiální úhel (standardně: tabulka norem)
B
Délka náběhu válce – bez zadání: náběh válce se nezhotoví
RB
Rádius náběhu – bez zadání: rádius náběhu se nezhotoví
WB
Úhel náběhu (standardně: 45 °)
E
Redukovaný posuv pro obrábění odlehčovacího zápichu
(standardně: aktivní posuv)
H
Způsob odjetí (standardně: 0):
0: nástroj odjede zpět do bodu startu
1: nástroj stojí na konci čela
U
Přídavek na broušení pro oblast válce (standardně: 0)