7 frézovací cykly v ose y, Frézování plochy nahrubo g841 – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 510
510
DIN-programování pro osu Y
6.7 Frézovací cykly v ose Y
6.7 Frézovací cykly v ose Y
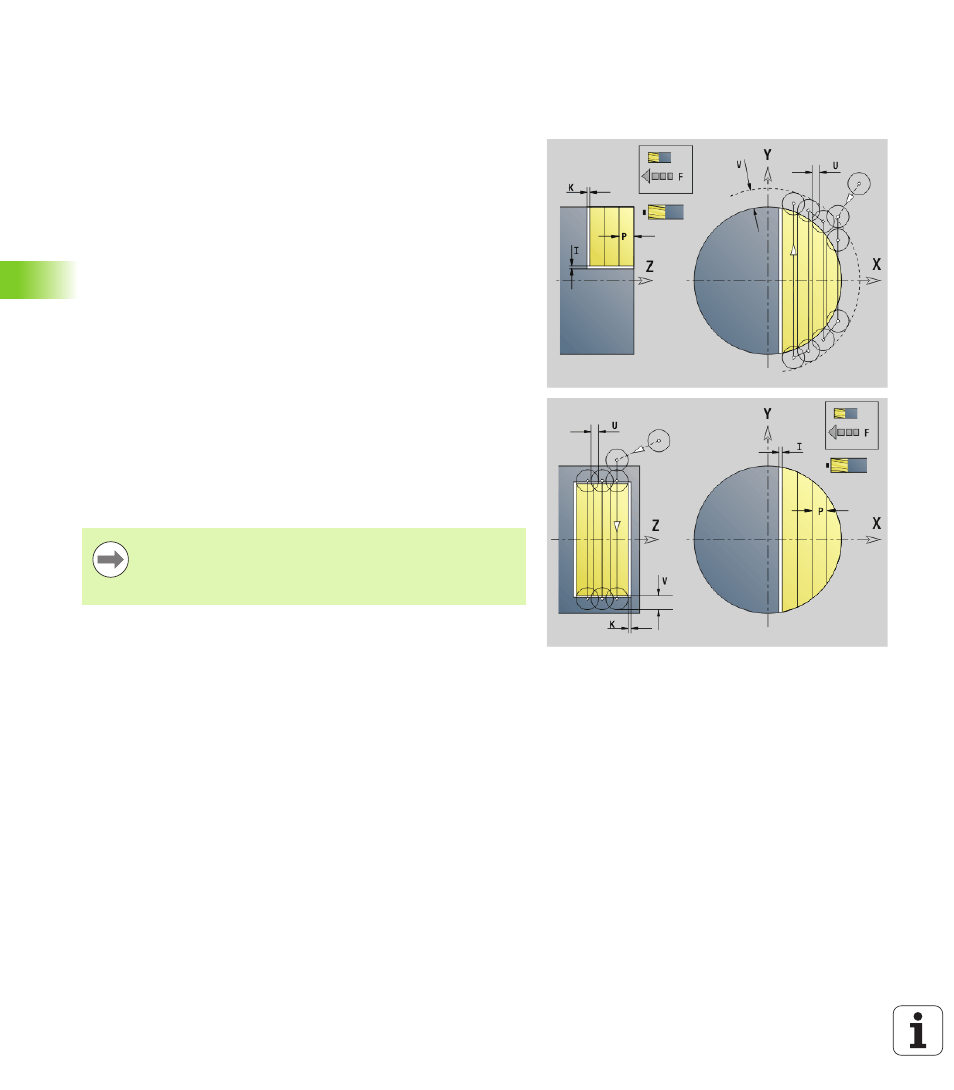
Frézování plochy nahrubo G841
G841 hrubuje plochy definované funkcemi G376-Geo (rovina XY)
nebo G386-Geo (rovina YZ). Tento cyklus frézuje zvenčí dovnitř.
Přísuv frézy probíhá mimo materiál.
Parametry
ID
Frézovaný obrys – název frézovaného obrysu
NS
Číslo bloku – reference k popisu obrysu
P
Hloubka frézování (maximální přísuv v rovině obrábění)
I
Přídavek ve směru X
K
Přídavek ve směru Z
U
(Minimální) Koeficient překrytí. Určuje překrývání jednotlivých
drah frézování (standardně: 0,5).
Překrývání = U*průměr frézy
V
Koeficient přeběhu. Definuje hodnotu, o kterou má fréza
přečnívat přes vnější rádius (standardně: 0,5).
Přeběh = V * průměr frézy
F
Posuv přísuvu do hloubky (standardně: aktivní posuv)
RB
Rovina návratu (standardně: zpět do výchozí polohy)
Rovina XY: Poloha návratu ve směru Z
Rovina YZ: Poloha návratu ve směru X (průměr)
Na přídavky se bere zřetel:
G57: Přídavek ve směru X, Z
G58: Ekvidistantní přídavek v rovině frézování
Provádění cyklu
1 Startovní poloha (X, Y, Z, C) je poloha před cyklem
2 Vypočte rozdělení řezů (přísuvy v rovinách frézování, přísuvy do
hloubek frézování).
3 Najede na bezpečnou vzdálenost a provede přísuv do první
hloubky frézování.
4 Vyfrézuje jednu rovinu.
5 Odsune se na bezpečnou vzdálenost, najede a provede přísuv do
další hloubky frézování.
6 Opakuje 4...5, až je celá plocha ofrézována.
7 Odjede zpět podle „Roviny návratu RB“.