Čtení nástrojových dat, 31 programování prom ěnných – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 392
392
Programování podle DIN
4.31 Programování prom
ěnných
Čtení nástrojových dat
Pro čtení dat nástrojů používejte následující syntaxi. Přitom máte
přístup k nástrojům, které jsou aktuálně zapsané v seznamu
revolverové hlavy.
Je-li definovaný řetězec výměny, programujte „první nástroj“ řetězce.
Řídicí systém zjistí data „aktivního nástroje“.
Přístup k datům nástrojů revolverové hlavy
Syntaxe: #wn(select)
n = číslo místa revolverové hlavy
n = 0 aktuálního nástroje
select = označení čtené informace
Směr hlavního obrábění
#wn(HR)
Směry hlavního obrábění:
0: nedefinován
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X
Provedení
#wn(AS)
Provedení
1: vpravo
2: vlevo
Poloha nástroje
#wn(WL)
Poloha nástroje (vztah: směr obrábění
nástroje):
0: na obrysu
1: vpravo od obrysu
– 1: vlevo od obrysu
Informace o nástroji můžete zjišťovat také přímo pomocí
čísla indexu. To může být nutné například když neexistuje
přiřazení revolverového místa. K tomu naprogramujte za
požadované označení čárku a číslo indexu, např. #L1 =
#W1( ZL, "001").
Označení informací nástrojů
#wn(ID)
Identifikační číslo nástroje (přiřadit do textové
proměnné (#xn))
#wn(WT)
Typ nástroje třímístně
#wn(WTV) 1. místo typu nástroje
#wn(WTH) 2. místo typu nástroje
#wn(WTL) 3. místo typu nástroje
#wn(NL)
Využitelná délka (vnitřní soustružnické a vrtací
nástroje)
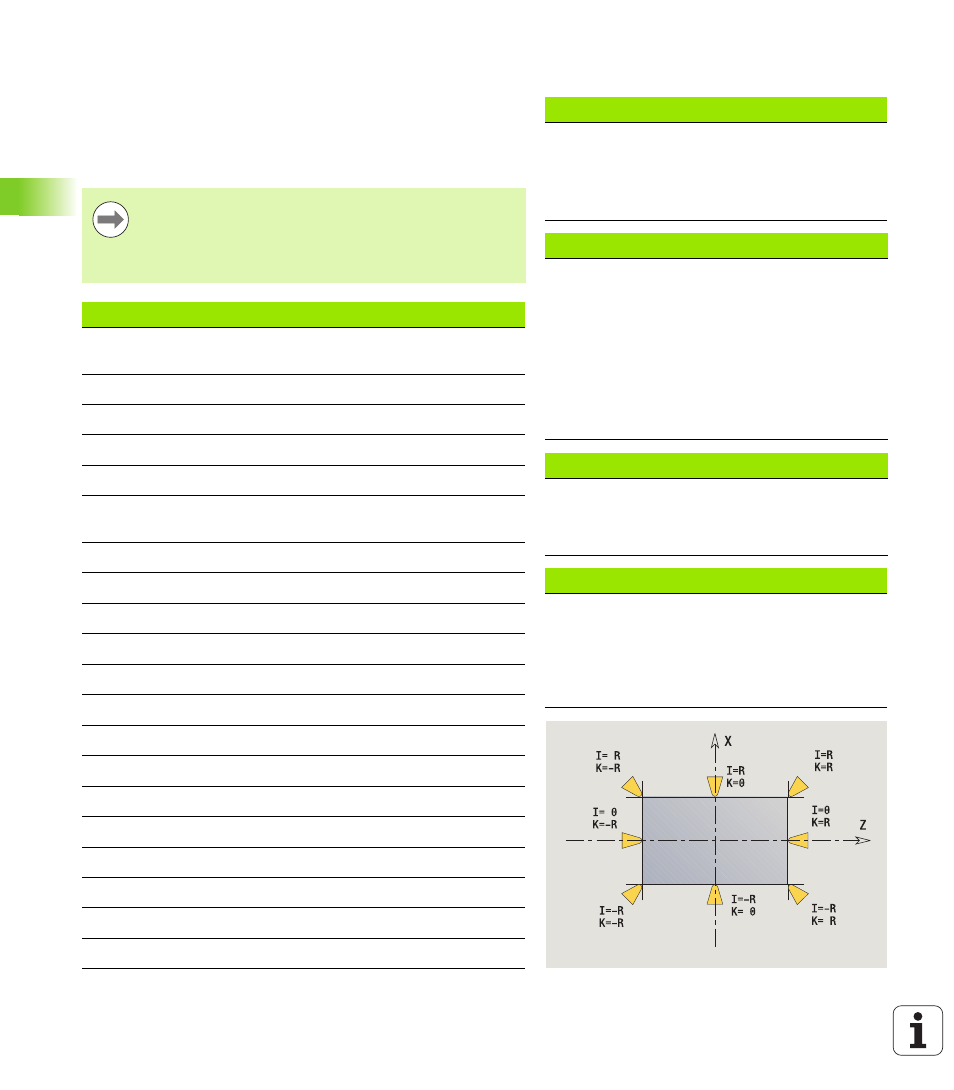
#wn(HR)
Hlavní směr obrábění (viz tabulka vpravo)
#wn(NR)
Vedlejší směr obrábění u soustružnických nástrojů
#wn(AS)
Provedení (viz vpravo)
#wn(ZZ)
Počet zubů (frézovací nástroje)
#wn(RS)
Rádius břitu
#wn(ZD)
Průměr čepu
#wn(DF)
Průměr frézy
#wn(SD)
Průměr stopky
#wn(SB)
Šířka břitu
#wn(SL)
Délka břitu
#wn(AL)
Délka naříznutí
#wn(FB)
Šířka frézy
#wn(WL)
Poloha nástroje
#wn(ZL)
Seřizovací rozměr v Z