4 units – středové vrtání, Unit „středové vrtání – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 76
76
smart.Turn UNITS
2.4 Unit
s – S
tř
edové vrtání
2.4 Units – Středové vrtání
Unit „Středové vrtání“
Unit vytvoří axiální díry v několika stupních pevnými nástroji. Vhodné
nástroje můžete polohovat až o +/- 2 mm mimo střed.
Název Unit: G74_ZENTR / Cyklus: G74 (viz strana 321)
Přístup k databance technologie:
Druh obrábění: Vrtání
Ovlivněné parametry: F, S
Formulář Cyklus
Z1
Startovní bod vrtání
Z2
Koncový bod vrtání
NS
Číslo prvního bloku obrysu
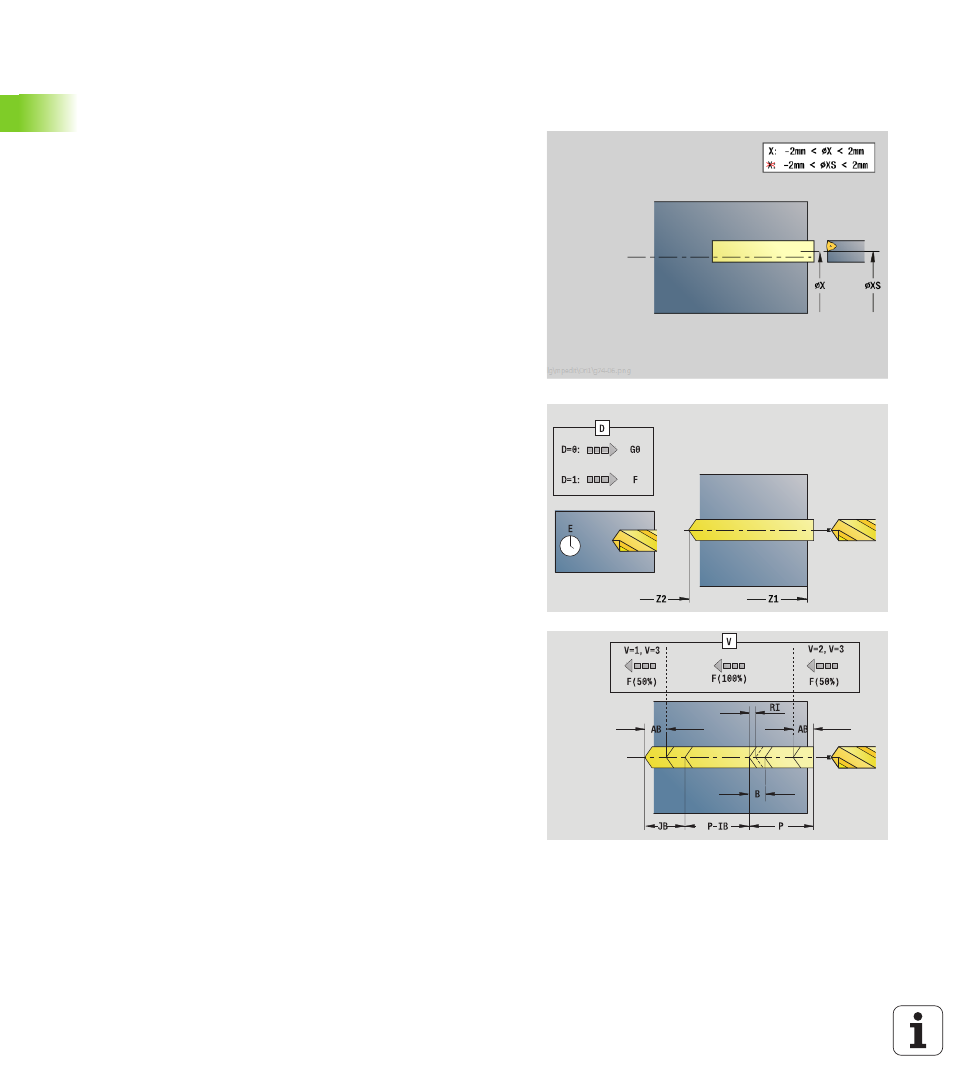
X
Výchozí bod vrtání (průměr) –
(Rozsah: –2 mm < X < 2 mm; standardně: 0)
E
Časová prodleva na dně otvoru (standardně: 0)
D
Návrat s
0: Rychloposuvem
1: Posuvem
V
Redukce posuvu
0: bez redukce
1: na konci vrtání
2: na začátku vrtání
3: na začátku a na konci vrtání
AB
Délka navrtání a provrtání (vzdálenost pro snížení posuvu)
P
Hloubka díry
IB
Hodnota redukce hloubky vrtání: Hodnota, o kterou se
zmenší hloubka vrtání po každém přísuvu.
JB
Minimální hloubka vrtání: Jestliže jste zadali redukční
hodnotu, tak se omezí hloubka vrtání pouze na hodnotu
zadanou v JB.
B
Výjezd: O tuto hodnotu nástroj odjede zpátky po dosažení
dané hloubky vrtání.
RI
Interní Bezpečná vzdálenost. Vzdálenost k novému najetí
uvnitř otvoru (standardně: bezpečná vzdálenost SCK).
Formulář Globální
G14
Bod výměny nástroje
Žádná osa
0: simultánně
1: Nejprve X, pak Z
2: Nejprve Z, pak X
3: Jen X
4: Jen Z
5: pouze směr Y
6: Současně s Y (osy X, Y a Z pojíždějí diagonálně)