26 frézovací cykly – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 359
HEIDENHAIN MANUALplus 620, CNC PILOT 640
359
4.26 Frézovací cykly
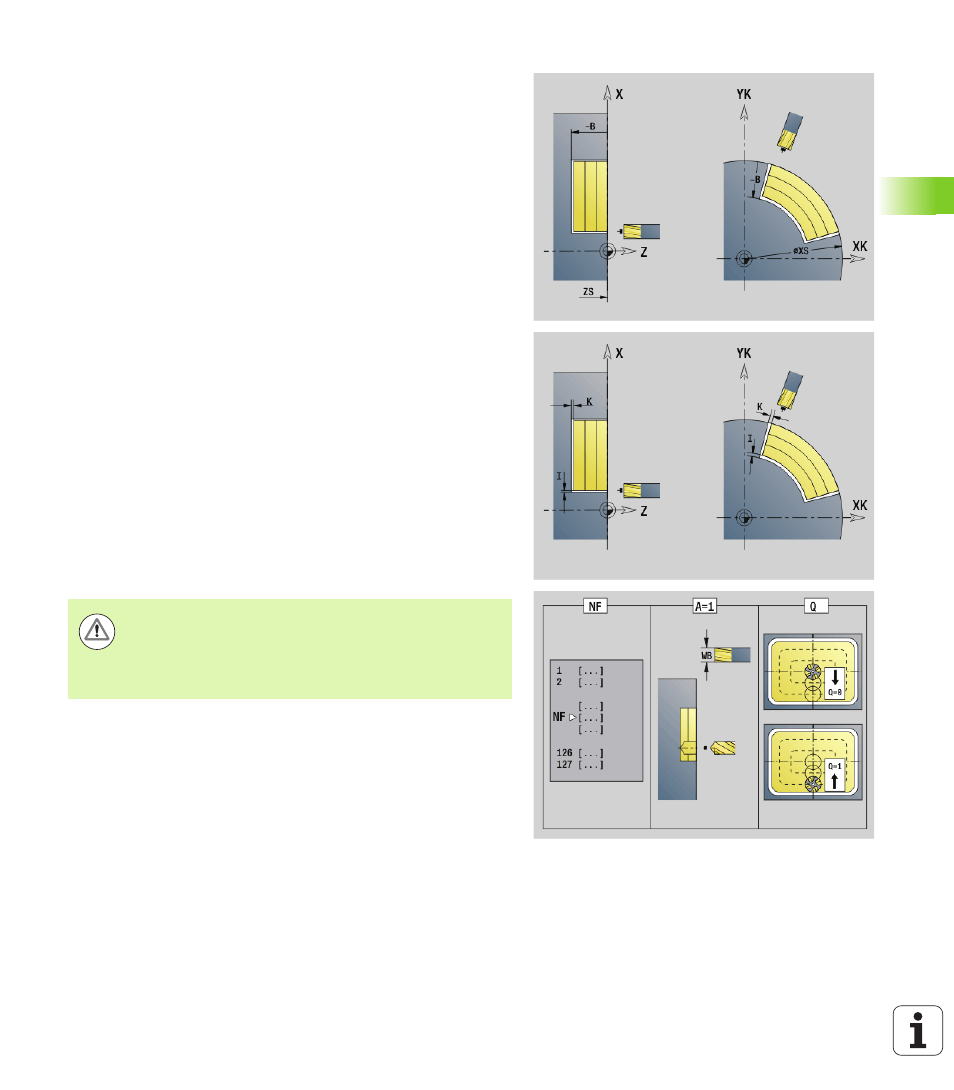
G845 – Zjištění pozic předvrtání
„G845 A1 ..“ zjišťuje pozice předvrtání a ukládá je pod referencí
uvedenou v „NF“. Cyklus zohledňuje během výpočtu pozic předvrtání
průměr aktivního nástroje. Proto před vyvoláním „G845 A1 ..“ vyměňte
vrták. Naprogramujte pouze parametry uvedené v následující tabulce.
Viz také:
G845 – Základy: Strana 358
G845 – Frézování: Strana 360
Parametry – Zjištění pozic předvrtání
ID
Frézovaný obrys – název frézovaného obrysu
NS
Číslo prvního bloku obrysu
Tvary (obrazce): Číslo bloku obrazce
Volný uzavřený obrys: Prvek obrysu (nikoli výchozí bod)
B
Hloubka frézování (standardně: Hloubka z popisu obrysu)
XS
Horní hrana frézování na plášti (nahrazuje referenční rovinu z
popisu obrysu)
ZS
Horní hrana frézování na čele (nahrazuje referenční rovinu z
popisu obrysu)
I
Přídavek ve směru X (poloměr)
K
Přídavek ve směru Z
Q
Směr obrábění (standardně: 0)
0: směrem ven
1: směrem dovnitř
A
Průběh „Zjištění pozic předvrtání“: A = 1
NF
Poziční značka – reference, pod níž cyklus uloží pozice
předvrtání [1..127].
WB
Délka zanoření – průměr frézovacího nástroje
G845 přepíše pozice předvrtání, které jsou uložené ještě
pod referencí „NF“.
Parametr „WB“ se používá jak při zjišťování pozic
předvrtání, tak i při frézování. Při zjišťování pozic
předvrtání popisuje „WB“ průměr frézovacího nástroje.