Unit „dokončování axiálně s přímým zadáním obrysu, 7 unit s – dokon čování – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 115
HEIDENHAIN MANUALplus 620, CNC PILOT 640
115
2.7 Unit
s – Dokon
čování
Unit „Dokončování axiálně s přímým zadáním
obrysu“
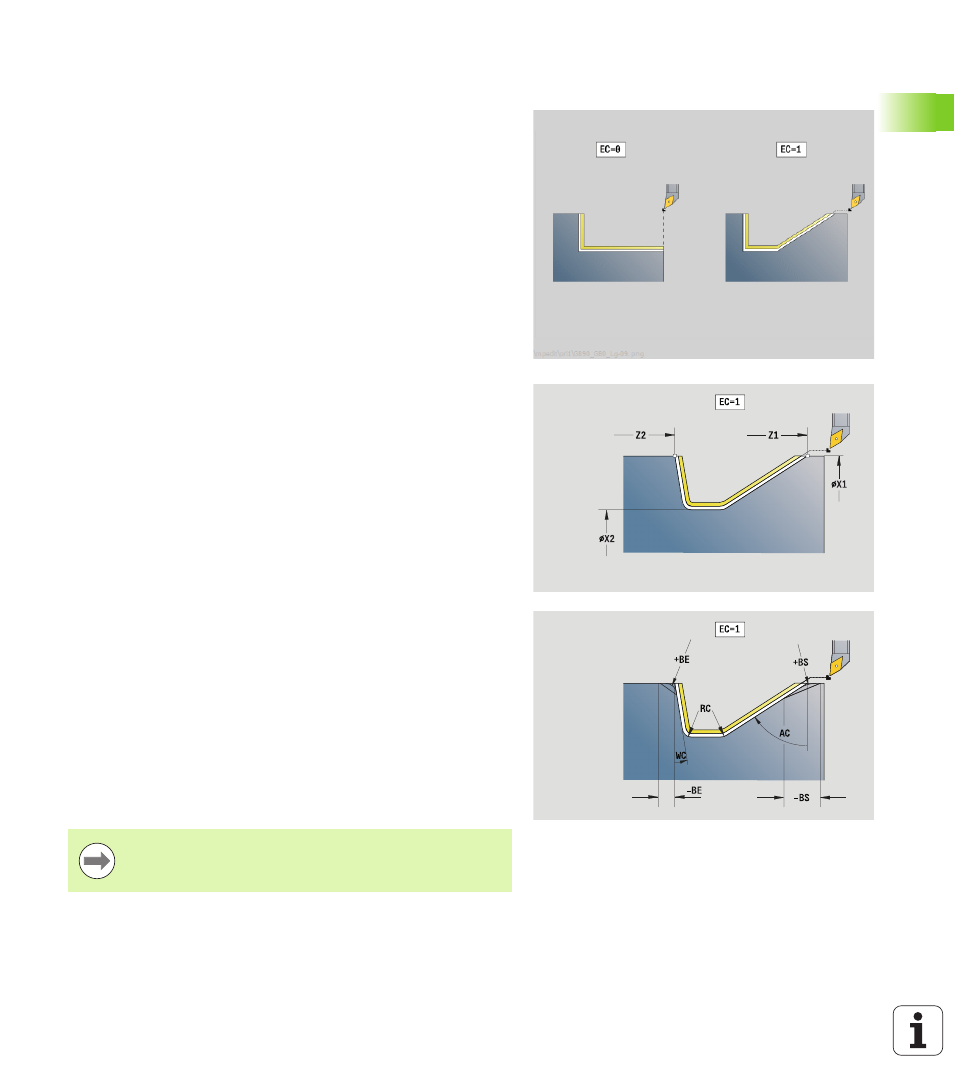
Unit dokončí obrábění obrysu popsaného parametry jedním řezem
načisto. V EC určíte, zda se jedná o „normální“ obrys nebo obrys se
zanořením.
Název Unit: G890_G80_L / Cyklus: G890 (viz strana 280)
Přístup k databance technologie:
Druh obrábění: Obrábění načisto
Ovlivněné parametry: F, S, E
Formulář Obrys
EC
Druh obrysu
0: normální obrys
1: obrys se zanořením
X1, Z1
Výchozí bod obrysu
X2, Z2
Koncový bod obrysu
RC
Zaoblení: Rádius v rohu obrysu
AC
Výchozí úhel: Úhel prvního prvku obrysu
(Rozsah: 0° < AC < 90°)
WC
Koncový úhel: Úhel posledního prvku obrysu
(Rozsah: 0° < WC < 90°)
BS
Zkosení / zaoblení na začátku
BS>0: Rádius zaoblení
BS<0: Délka úseku zkosení
BE
Zkosení / zaoblení na konci
BE>0: Rádius zaoblení
BE<0: Délka úseku zkosení
Formulář Cyklus
E
Chování při zanořování
E>0: Posuv zanořování při obrábění klesajících
obrysových prvků. Klesající prvky obrysu se obrobí.
Bez zadání: Posuv zanořování se při obrábění
klesajících obrysových prvků redukuje – maximálně 50
%. Klesající prvky obrysu se obrobí.
B
Zapnutí SRK (druh kompenzace rádiusu břitu)
0 = automaticky
1: nástroj vlevo (G41)
2: nástroj vpravo (G42)
DXX
Aditivní korekce 1 – 16
G58
Přídavek souběžně s obrysem (poloměr)
Další formuláře: viz strana 56
S adresou Dxx aktivujete aditivní korekci pro celý průběh
cyklu. Aditivní korekce se na konci cyklu opět vypne.
Aditivní korekce programujte v režimu „Chod programu“.