Čelní hrubování g820, 17 obrysové cykly soustružení – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 265
HEIDENHAIN MANUALplus 620, CNC PILOT 640
265
4.17 Obrysové cykly soustružení
Čelní hrubování G820
G820 obrábí definovanou část obrysu. Buď předáte referenci na
obráběný obrys v parametrech cyklu nebo definujete obrys hned po
vyvolání cyklu (viz „Práce s obrysovými cykly” na straně 261).
Obráběný obrys může obsahovat několik prohlubní. Podle potřeby se
obráběná plocha rozdělí do několika úseků.
Parametry
ID
Pomocný obrys – identifikační číslo obráběného obrysu
NS
Číslo počátečního bloku (začátek části obrysu)
NE
Číslo koncového bloku (konec části obrysu)
Není-li NE programováno: Obrysový prvek NS se obrobí ve
směru definice obrysu.
Je-li naprogramováno NS=NE: Obrysový prvek NS se obrobí
proti směru definice obrysu.
P
Maximální přísuv
I
Přídavek ve směru X (průměr) – (standardně: 0)
K
Přídavek ve směru Z (standardně: 0)
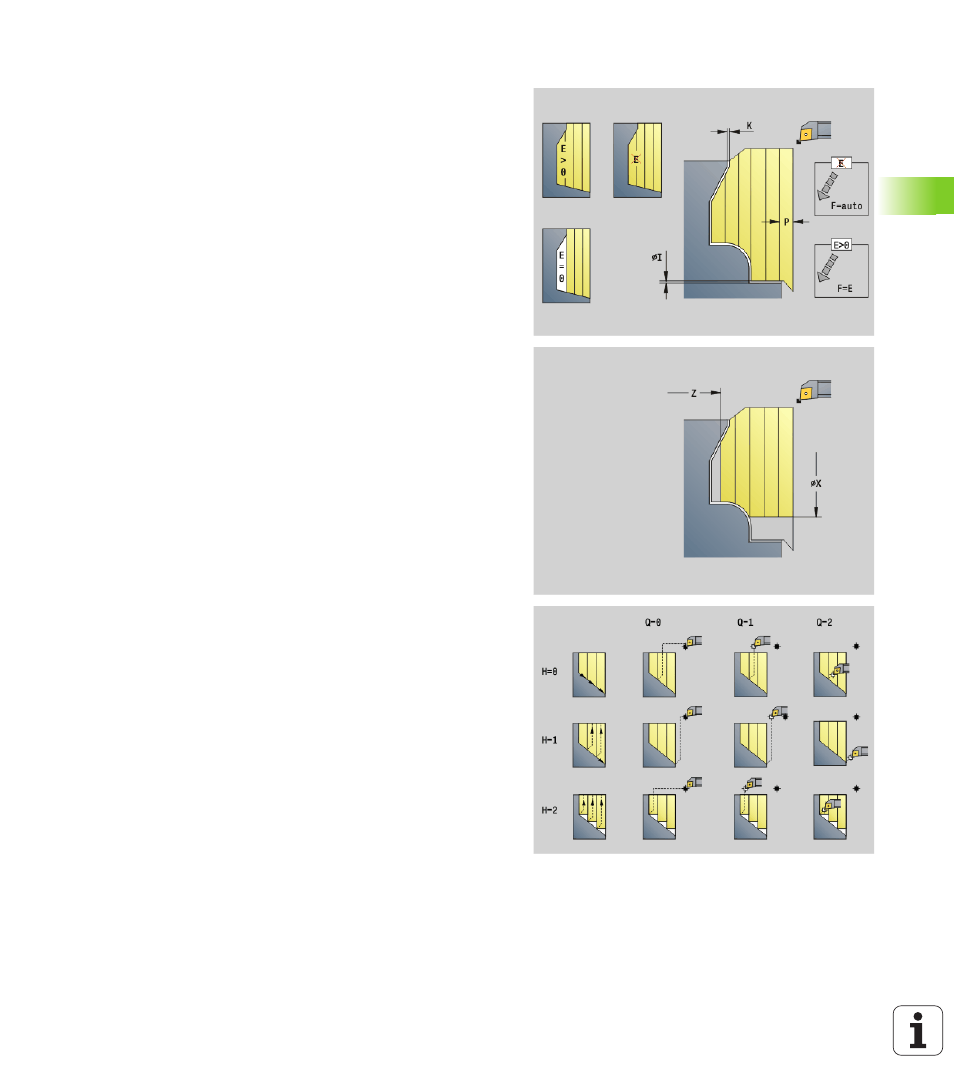
E
Chování při zanořování
E=0: Klesající obrysy se neobrobí
E>0: Posuv při zanořování
Bez zadání: Redukce posuvu v závislosti na úhlu zanořování
– maximálně 50 %
X
Omezení řezu ve směru X (rozměr průměru) – (standardně: řez
bez omezení)
Z
Omezení řezu ve směru Z – (standardně: řez bez omezení)
A
Úhel najetí (reference: osa Z) – (standardně: 90°/270°; kolmo
k ose Z)
W
Úhel odjetí (reference: osa Z) – (standardně: 0°/180°;
rovnoběžně s osou Z)
H
Způsob odjetí (standardně: 0)
0: Obrábí po každém řezu podél obrysu
1: Odsune se pod úhlem 45°; vyhlazení obrysu po posledním
řezu
2: Odsune se pod úhlem 45° – bez vyhlazení obrysu
Q
Způsob odjetí na konci cyklu (standardně: 0)
0: zpět do výchozího bodu (nejprve směr Z, pak směr X)
1: napolohování před hotový obrys
2: odjetí do bezpečné vzdálenosti a zastavení.