6 přímé a kruhové pohyby v ose y, Frézování: přímý pohyb g1 – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 507
HEIDENHAIN MANUALplus 620, CNC PILOT 640
507
6.6 P
římé a kruhové pohyby v ose
Y
6.6 Přímé a kruhové pohyby v
ose Y
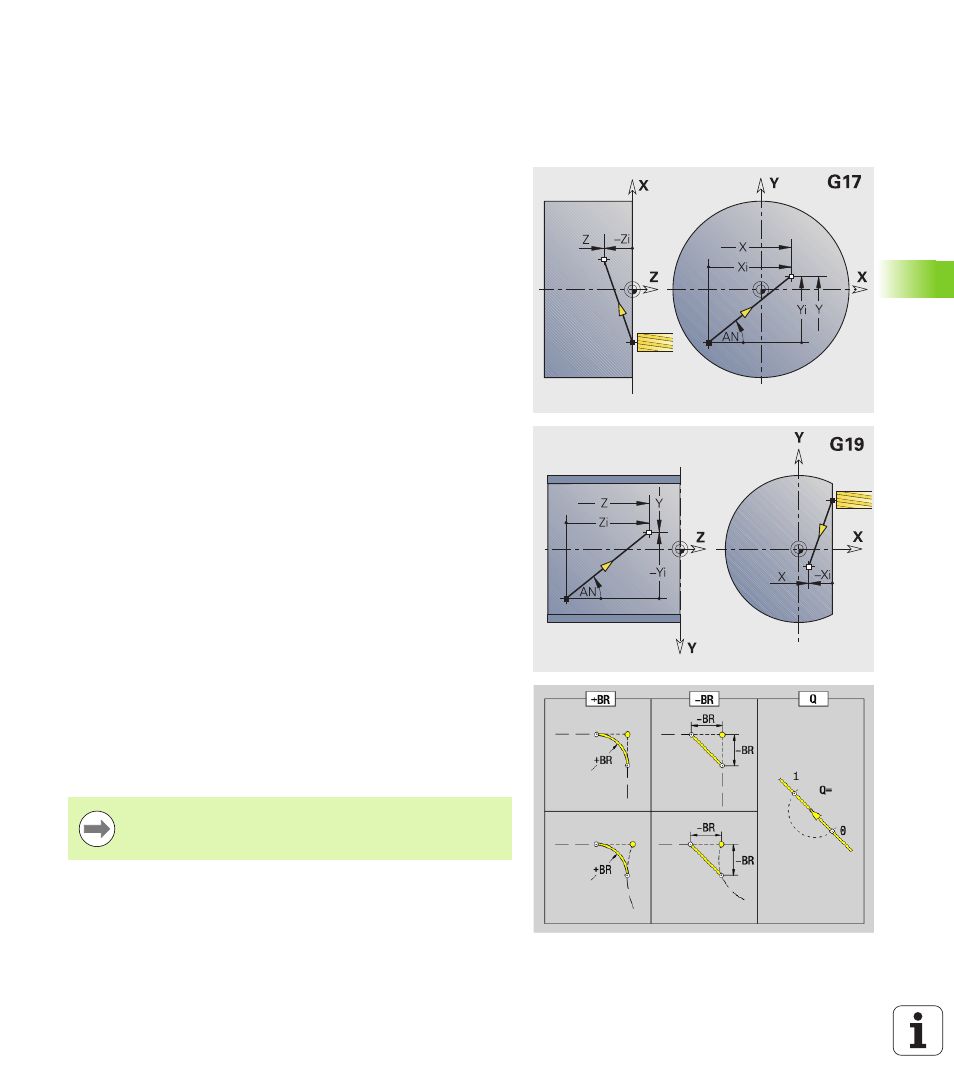
Frézování: Přímý pohyb G1
G1 pojíždí daným posuvem po přímce do „koncového bodu“. G1 se
provádí v závislosti na rovině obrábění:
G17 Interpolace v rovině XY
Přísuv ve směru Z
Vztažný úhel A: kladná osa X
G18 Interpolace v rovině XZ
Přísuv ve směru Y
Vztažný úhel A: záporná osa Z
G19 Interpolace v rovině YZ
Přísuv ve směru X
Vztažný úhel A: kladná osa Z
Parametry
X
Koncový bod (průměr)
Y
Koncový bod
Z
Koncový bod
AN
Úhel (vztah: závislý na rovině obrábění)
Q
Průsečík. Koncový bod, pokud oblouk protíná přímku nebo
oblouk kružnice (standardně: 0):
0: bližší průsečík
1: vzdálenější průsečík
BR
Zkosení / zaoblení. Definuje přechod k dalšímu obrysovému
prvku. Zadáváte-li zkosení/zaoblení, programujte teoretický
koncový bod.
Bez zadání: Tangenciální přechod
BR=0: Netangenciální přechod
BR>0: Rádius zaoblení
BR<0: Šířka zkosení
BE
Koeficient speciálního posuvu pro zkosení/zaoblení
(standardně: 1)
Speciální posuv = aktivní posuv * BE (0 < BE <= 1)
Programování X, Y, Z: absolutně, inkrementálně,
samodržně nebo „?“