29 ost atní g-funkce – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 384
384
Programování podle DIN
4.29 Ost
atní G-funkce
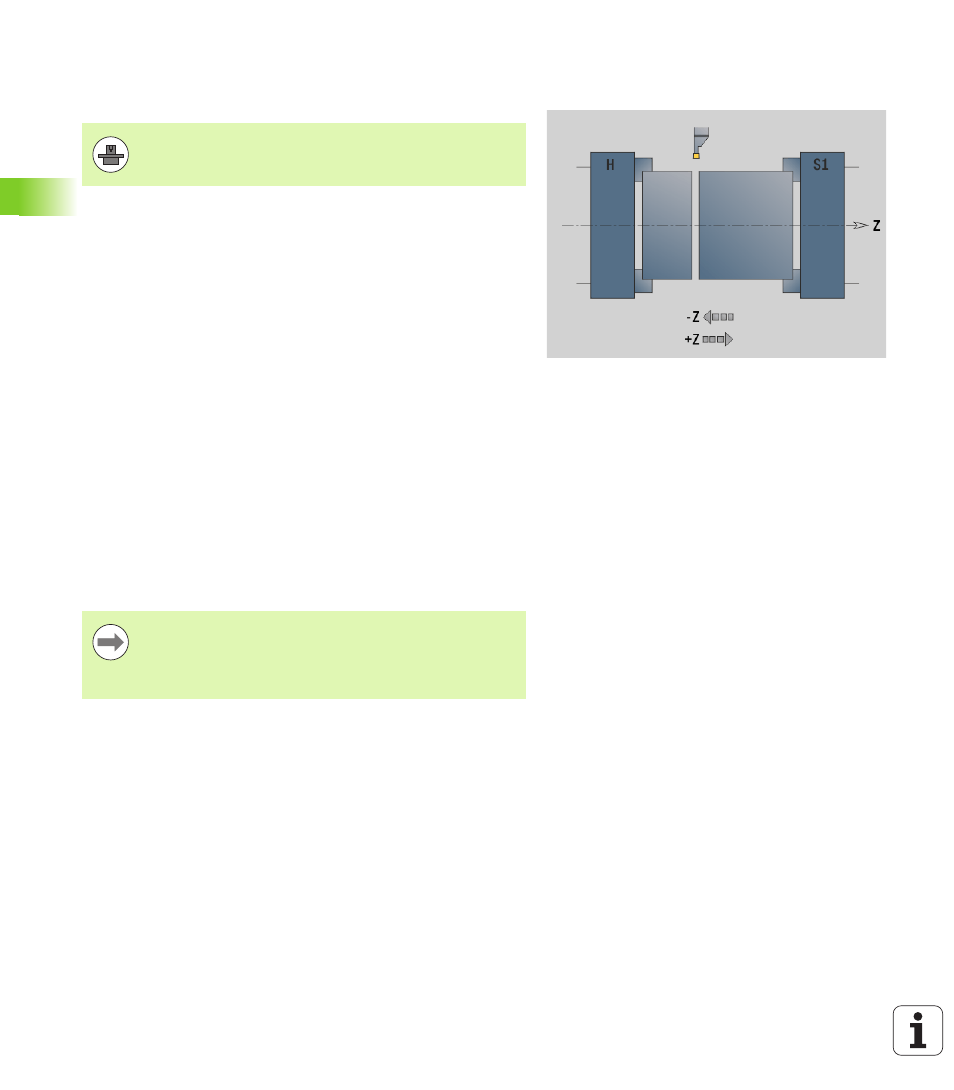
Kontrola upíchnutí monitorováním vlečné
odchylky G917
G917 „monitoruje“ ujetou dráhu. Kontrola slouží k zabránění kolizím při
neúplně provedených upichovacích operacích.
Řízení zastaví suport při příliš velké tažné síle a vygeneruje „stop
překladače“.
Při kontrole upíchnutí jede upíchnutý obrobek ve směru „+Z“. Vznikne-
li vlečná odchylka, považuje se obrobek za neupíchnutý.
Výsledek se také uloží do proměnné #i99:
0: obrobek nebyl upíchnut správně (zjištěna vlečná odchylka)
1: obrobek byl upíchnut správně (nezjištěna vlečná odchylka)
Rozsah a chování funkce G917 určuje výrobce vašeho
stroje. Informujte se v příručce ke stroji!
Parametry
H
Tažná síla
D
Číslo osy (X=1, Y=2, Z=3, U=4, V=5, W=6, A=7, B=8, C=9)
K
Vzdálenost přírůstkově (inkrementálně)
O
Vyhodnocení chyby
O = 0: Vyhodnocení chyby v expertním programu
O = 1: Řízení vydá chybové hlášení
Monitorování vlečné odchylky se provádí až po fázi
zrychlování.
Override posuvu a otáček vřetena jsou při provádění cyklu
neúčinné.