Unit „hrubování axiálně s přímým zadáním obrysu, 2 unit s – hrubování – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 67
HEIDENHAIN MANUALplus 620, CNC PILOT 640
67
2.2 Unit
s – Hrubování
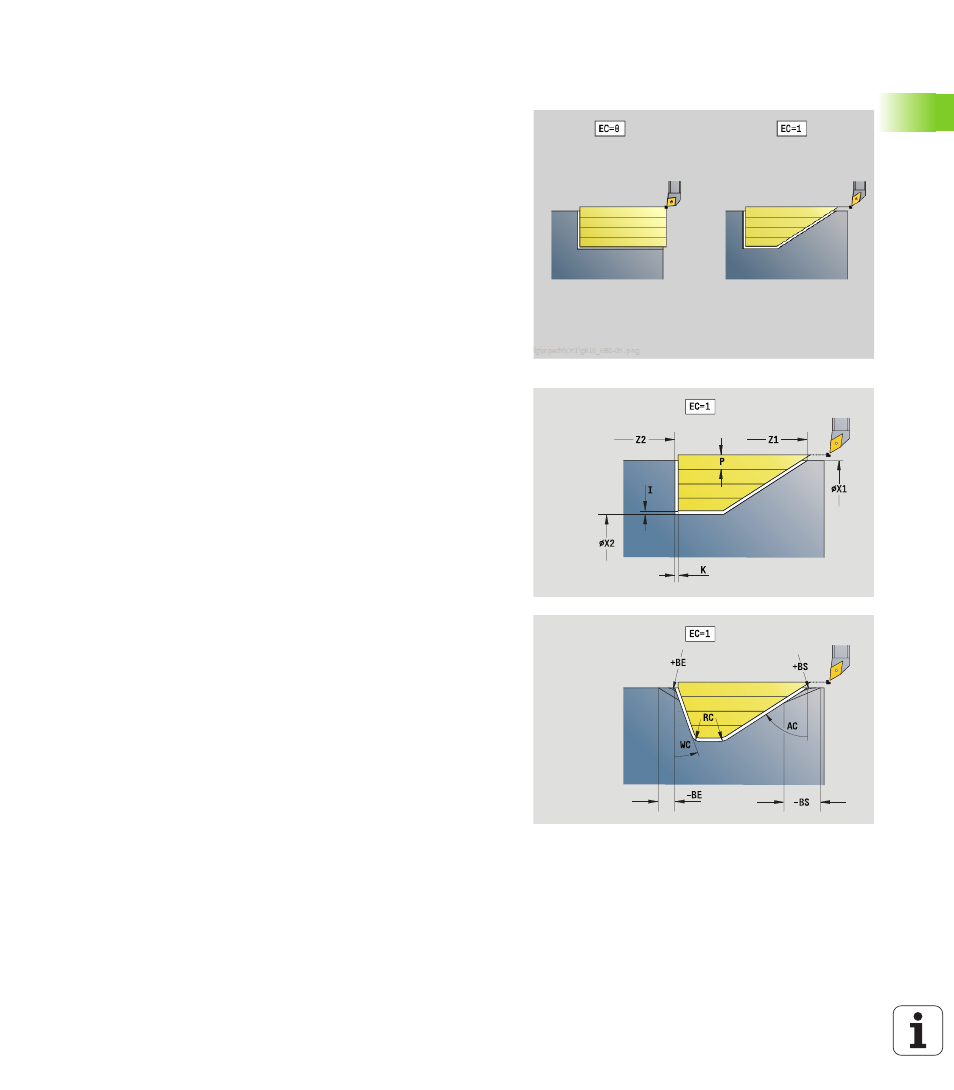
Unit „Hrubování axiálně s přímým zadáním
obrysu“
Unit obrábí obrys, popsaný parametry. V EC určíte, zda se jedná o
„normální“ obrys nebo obrys se zanořením.
Název Unit: G810_G80 / Cyklus: G810 (viz strana 262)
Přístup k databance technologie:
Druh obrábění: Hrubování
Ovlivněné parametry: F, S, E, P
Formulář Obrys
EC
Druh obrysu
0: normální obrys
1: obrys se zanořením
X1, Z1
Výchozí bod obrysu
X2, Z2
Koncový bod obrysu
RC
Zaoblení: Rádius v rohu obrysu
AC
Výchozí úhel: Úhel prvního prvku obrysu
(Rozsah: 0° < 90°)
WC
Koncový úhel: Úhel posledního prvku obrysu
(Rozsah: 0° < 90°)
BS
– Zkosení / + zaoblení na začátku:
BS>0: Rádius zaoblení
BS<0: Délka úseku zkosení
BE
– Zkosení / + zaoblení na konci
BE>0: Rádius zaoblení
BE<0: Délka úseku zkosení
BP
Doba přerušení: Časový úsek přerušení posuvu kvůli
odlomení třísky.
BF
Trvání posuvu: Časový interval do další přestávky.
Přerušením posuvu se tříska ulomí.
Formulář Cyklus
P
Maximální přísuv
I, K
Přídavek ve směru X, Z (I: průměr)
E
Chování při zanořování
E>0: Posuv zanořování při obrábění klesajících
obrysových prvků. Klesající prvky obrysu se obrobí.
Bez zadání: Posuv zanořování se při obrábění
klesajících obrysových prvků redukuje – maximálně 50
%. Klesající prvky obrysu se obrobí.
H
Vyhlazení obrysu
0: Po každém řezu podél obrysu (v rozsahu přísuvu)
1: Vyhlazení obrysu po posledním řezu (celého obrysu);
odjezd pod 45°
2: Bez vyhlazení obrysu; odsun pod 45°
Další formuláře: viz strana 56