Cyklus frézování obrysu a tvaru na čele g793, 26 frézovací cykly – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 341
HEIDENHAIN MANUALplus 620, CNC PILOT 640
341
4.26 Frézovací cykly
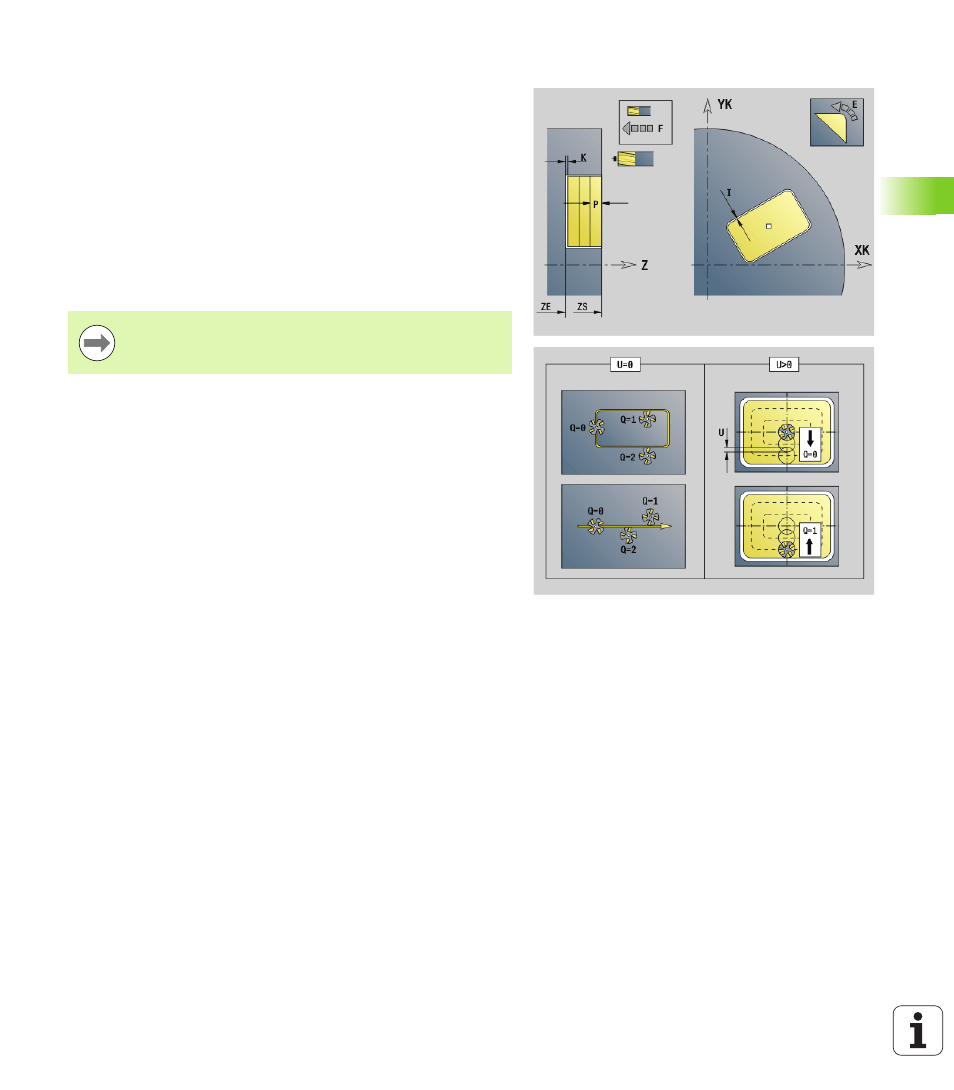
Cyklus frézování obrysu a tvaru na čele G793
G793 frézuje tvary nebo „volné obrysy“ (otevřené nebo uzavřené).
Po G793 následuje:
frézovaný tvar s:
Definicí obrysu tvaru (G301..G307) – Viz „Obrysy na čelní / zadní
Ukončením frézovaného obrysu (G80)
Volný obrys tvořený:
Počátkem frézovaného obrysu (G100)
Frézovaným obrysem (G101, G102, G103)
Ukončením frézovaného obrysu (G80)
Používejte především popis obrysu s ICP v geometrické
části programu a cykly G840, G845 a G846.
Parametry
ZS
Horní hrana frézování
ZE
Dno frézování
P
Maximální přísuv (standardně: celá hloubka jedním přísuvem)
U
Koeficient přesahu pro frézování obrysů nebo kapes
(standardně: 0)
U=0: Frézování obrysu
U>0: Frézování kapes – minimální koeficient přesahu
frézovacích drah = U*průměr frézy
R
Najížděcí rádius (rádius oblouku najíždění / odjíždění) –
(standardně: 0)
R = 0: na obrysový prvek se najíždí přímo; přísuv do bodu
najetí nad rovinou frézování – pak kolmý přísuv do hloubky.
R>0: fréza najíždí / odjíždí obloukem, který se napojuje na
obrysový prvek tangenciálně.
R<0 u vnitřních rohů: fréza najíždí/odjíždí obloukem, který se
napojuje na obrysový prvek tangenciálně.
R<0 u vnějších rohů: délka přímého prvku nájezdu a výjezdu;
na prvek obrysu se najede / z něho odjede tangenciálně.
I
Přídavek rovnoběžně s obrysem
K
Přídavek Z
F
Rychlost přísuvu
E
Snížený posuv pro kruhové prvky (standardně: aktuální posuv)
H
Způsob frézování (standardně: 0): ovlivňuje spolu se smyslem
otáčení frézy směr frézování
0: Nesousledně
1: Sousledně