Frézování ploch na čele g797, 26 frézovací cykly – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 345
HEIDENHAIN MANUALplus 620, CNC PILOT 640
345
4.26 Frézovací cykly
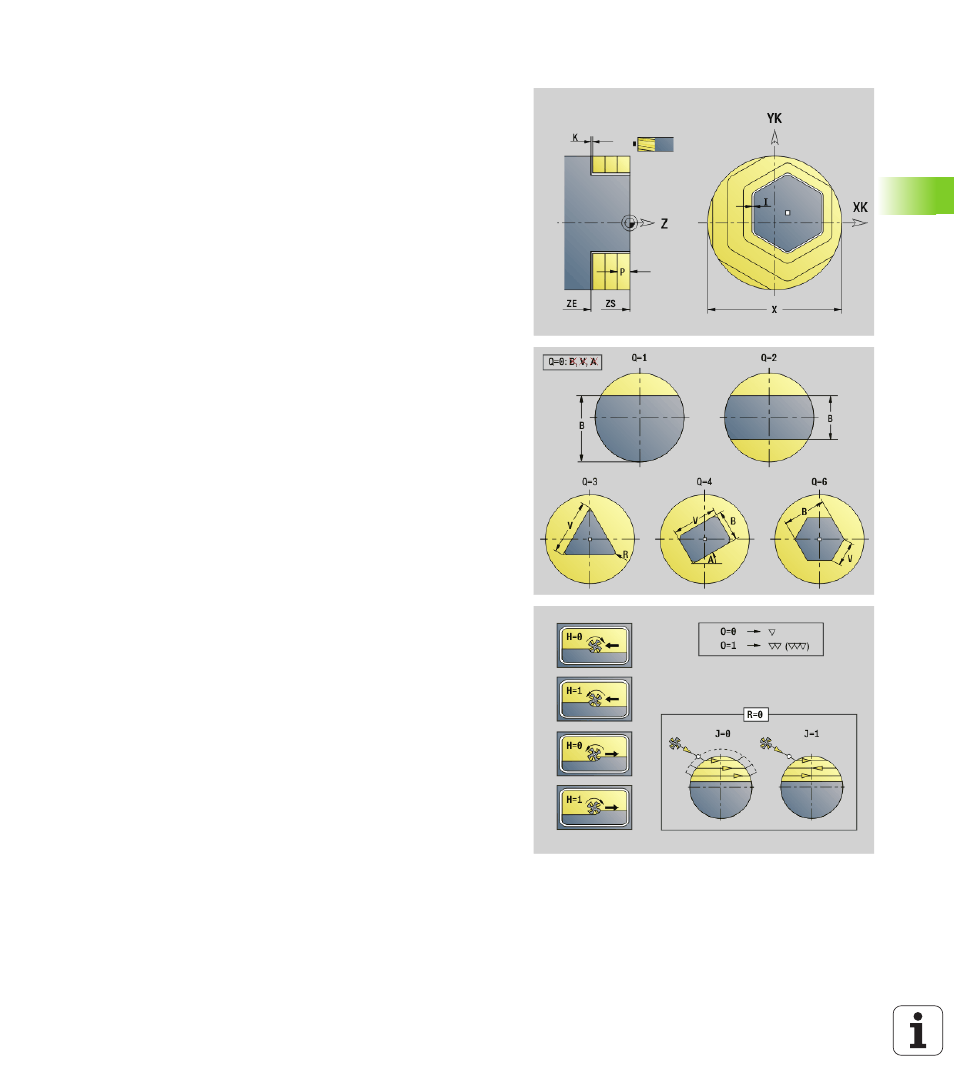
Frézování ploch na čele G797
G797 frézuje v závislosti na „Q“ plochy, mnohoúhelník nebo tvar
definovaný příkazem po G797.
Parametry
ID
Frézovaný obrys – název frézovaného obrysu
NS
Číslo bloku – začátek úseku obrysu
Tvary (obrazce): Číslo bloku obrazce
Volný uzavřený obrys: první prvek obrysu (nikoli výchozí
bod)
X
Mezní průměr
ZS
Horní hrana frézování
ZE
Dno frézování
B
Otvor klíče (odpadá při Q = 0): definuje materiál, který zůstane.
U sudého počtu ploch můžete programovat „B“ alternativně s
„V“.
Q = 1: B = Zbývající tloušťka
Q> = 2: B = Otvor klíče
V
Délka hran (odpadá při Q = 0)
R
Zkosení/zaoblení
A
Úhel sklonu (vztah viz pomocný obrázek) – odpadá při Q=0
Q
Počet ploch (standardně: 0): Rozsah: 0 <= Q <= 127
Q = 0: Za G797 následuje popis tvaru (G301.. G307, G80)
nebo popis uzavřeného obrysu (G100, G101-G103, G80)
Q=1: Jedna plocha
Q=2: Dvě plochy přesazené o 180°
Q=3: Trojúhelník
Q=4: Obdélník, čtverec
Q> = 4: Mnohoúhelník (polygon)
P
Maximální přísuv (standardně: celá hloubka jedním přísuvem)
U
Koeficient přesahu (standardně: 0,5): minimální přesah drah
frézování = U*průměr frézy
I
Přídavek rovnoběžně s obrysem
K
Přídavek Z
F
Rychlost přísuvu
E
Snížený posuv pro kruhové prvky (standardně: aktuální posuv)
H
Způsob frézování (standardně: 0): ovlivňuje spolu se smyslem
otáčení frézy směr frézování (viz pomocný obrázek).
0: Nesousledně
1: Sousledně