Hluboké vrtání g74, 22 v rt a cí cykly – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 321
HEIDENHAIN MANUALplus 620, CNC PILOT 640
321
4.22 V
rt
a
cí cykly
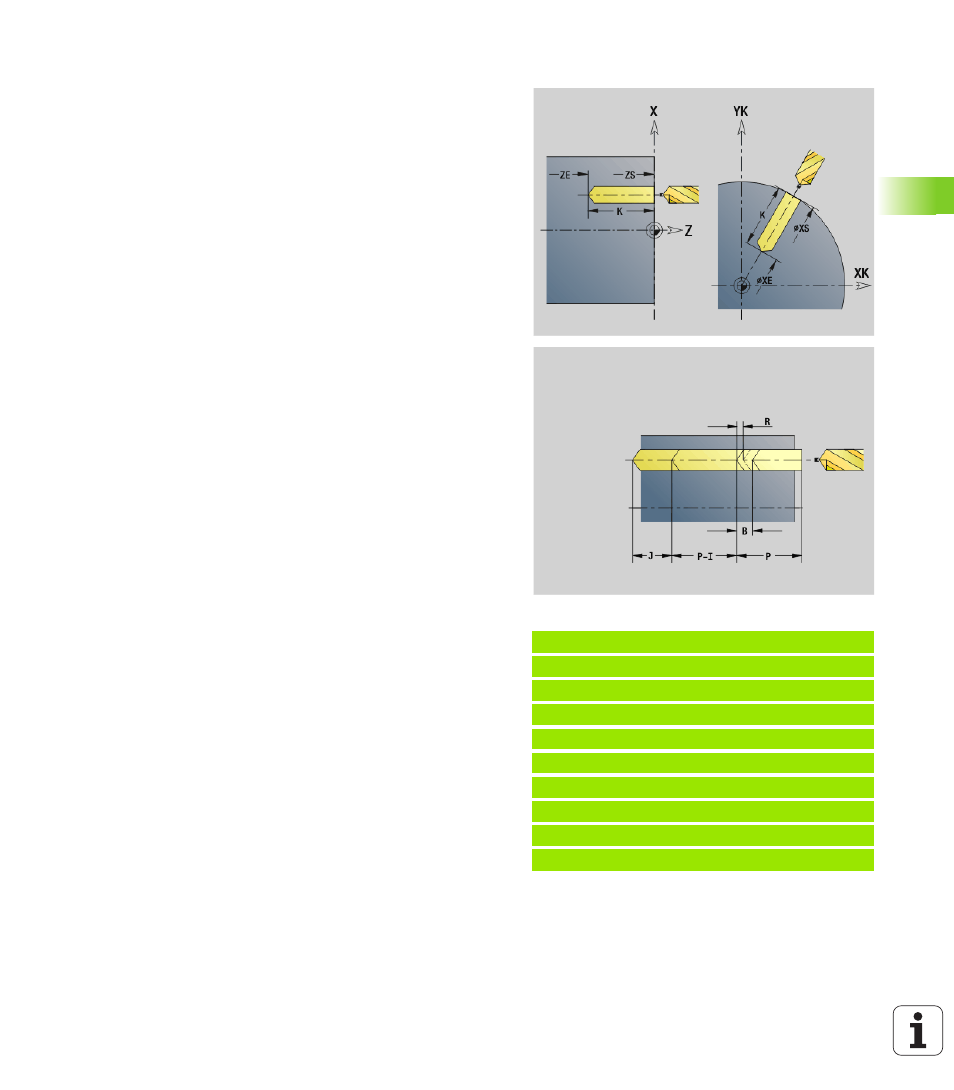
Hluboké vrtání G74
G74 vytváří axiální a radiální díry v několika stupních pevnými nebo
poháněnými nástroji.
Przykład: G74
. . .
N1 M5
N2 T4 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G745 XK0 YK0 Z2 K80 Wi90 Q4 V2
N7 G74 Z-40 R2 P12 I2 B0 J8 [Vrtání]
N8 M15
. . .
Parametry
ID
Vrtaný obrys – název popisu vrtání
NS
Číslo bloku obrysu
Reference na obrys vrtání (G49-, G300- nebo G310-Geo)
Bez zadání: Jednotlivá díra bez popisu obrysu
XS
Počáteční bod radiální díry (průměr)
ZS
Počáteční bod axiální díry
XE
Koncový bod radiální díry (průměr)
ZE
Koncový bod axiální díry
K
Hloubka vrtání (alternativa k XE / ZE)
P
1. Hloubka díry
I
Hodnota redukování (standardně: 0)
B
Délka návratu (standardně: návrat do „výchozího bodu vrtání“)
J
Minimální hloubka vrtání (standardně: 1/10 z „P“).
R
Vnitřní bezpečná vzdálenost
A
Délka navrtání a provrtání – (standardně: 0)
V
Varianta provrtání (redukce posuvu 50 %) – (standardně: 0)
0: bez redukce posuvu
1: redukce provrtání
2: redukce navrtání
3: redukce navrtání a provrtání
RB
Rovina návratu (radiální díry: Průměr) – (standardně: do
výchozí polohy resp. na bezpečnou vzdálenost)
E
Časová prodleva k doříznutí na konci díry (v sekundách) –
(standardně: 0)
D
Rychlost návratu a přísuv uvnitř díry (standardně: 0)
0: Rychloposuvem
1: Posuvem
BS
Číslo počátečního prvku (číslo prvního zpracovávaného otvoru
ze vzoru)
BE
Číslo konečného prvku (číslo posledního zpracovávaného
otvoru ze vzoru)
H
Brzda (vřetena) VYP (standardně: 0)
0: Brzda vřetena ZAP
1: Brzda vřetena VYP