6 obrysy v ose c – základy, Poloha frézovaných obrysů – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 217
HEIDENHAIN MANUALplus 620, CNC PILOT 640
217
4.6 Obrysy v ose C – základy
4.6 Obrysy v ose C – základy
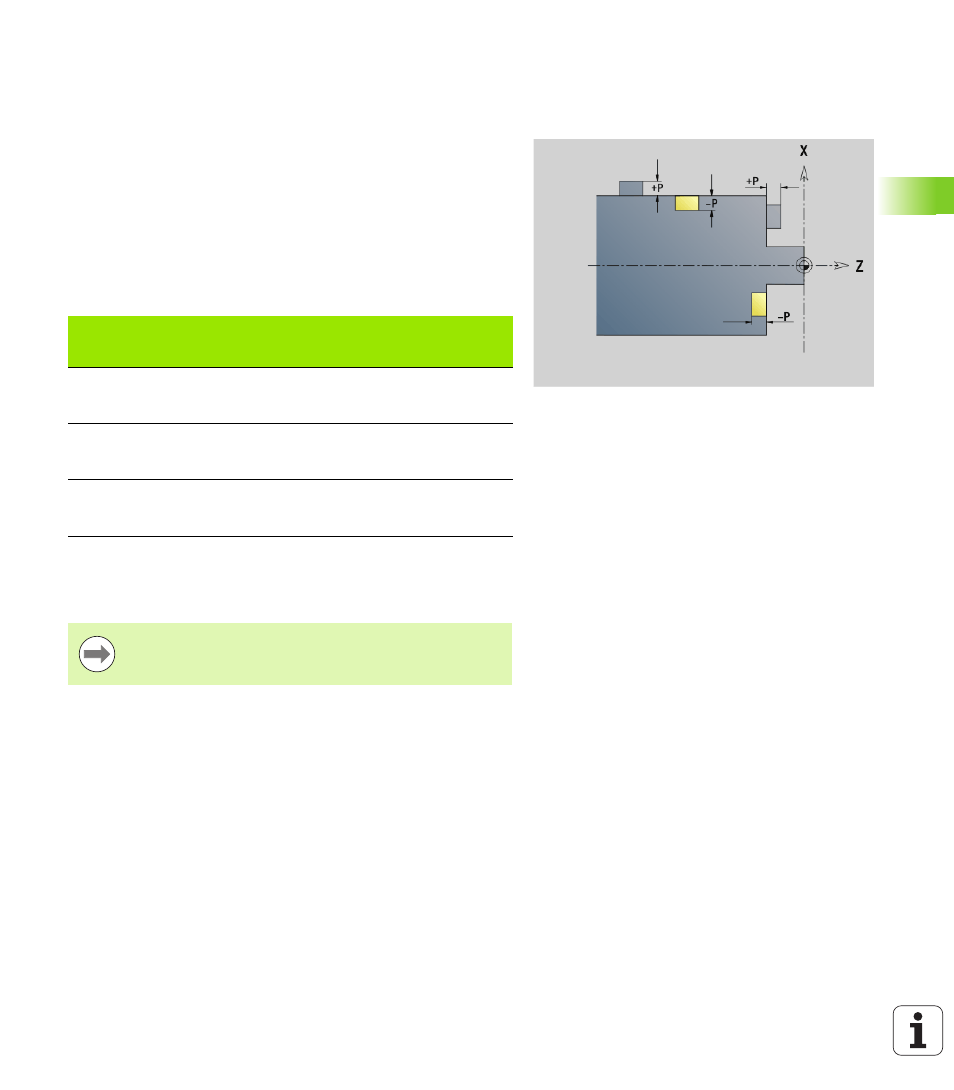
Poloha frézovaných obrysů
„Referenční rovinu“ resp. „Referenční průměr“ definujete v
identifikátoru úseku. Hloubku a polohu frézovaného obrysu (kapsy,
ostrůvku) určíte v definici obrysu takto:
Pomocí Hloubky P v předprogramované G308.
Alternativně u tvarů: Parametrem cyklu Hloubka P.
Znaménko „P“ určuje polohu frézovaného obrysu:
P<0: kapsa
P>0: ostrůvek
X: referenční průměr z identifikátoru úseku
Z: referenční rovina z identifikátoru úseku
P: „hloubka“ z G308 nebo z parametru cyklu
Obrysy v několika rovinách (hierarchicky vkládané obrysy):
Jedna rovina začíná s G308 a končí s G309.
G308 nastavuje novou referenční rovinu / referenční průměr. První
G308 přebírá referenční rovinu definovanou v identifikátoru části
(úseku) programu. Každá další G308 definuje novou rovinu.
Výpočet:
nová referenční rovina = referenční rovina + P (z předchozí G308).
G309 přepíná zpět na předchozí referenční rovinu.
Poloha frézovaného obrysu
Úsek
P
Povrch
Dno frézování
ČELO
P<0
P>0
Z
Z+P
Z+P
Z
ZADNÍ STRANA
P<0
P>0
Z
Z–P
Z–P
Z
PLÁŠŤ
P<0
P>0
X
X+(P*2)
X+(P*2)
X
Plošné frézovací cykly frézují plochu popsanou v definici
obrysu. Ostrůvky uvnitř této plochy se neberou do úvahy.