Aktivovat přímé zapnutí dalších bloků g999, Konvertování a zrcadlení g30, 29 ost atní g-funkce – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 378
378
Programování podle DIN
4.29 Ost
atní G-funkce
Aktivování posunutí nulových bodů, délek
nástrojů G981
G981 „aktivuje“ nulový bod obrobku, všechna posunutí nulových bodů
a rozměry nástrojů. Dráhy pojezdu a údaje polohy se vztahují k
hodnotám „špička nástroje – nulový bod obrobku“ s přihlédnutím k
posunutí nulových bodů.
Aktivovat přímé zapnutí dalších bloků G999
Funkcí G999 se zpracují během chodu programu po jednotlivých
blocích, následující NC-bloky s jediným NC-Start. Novým vyvoláním
funkce s nastavením Q=0 (Vyp) se G999 znovu vypne.
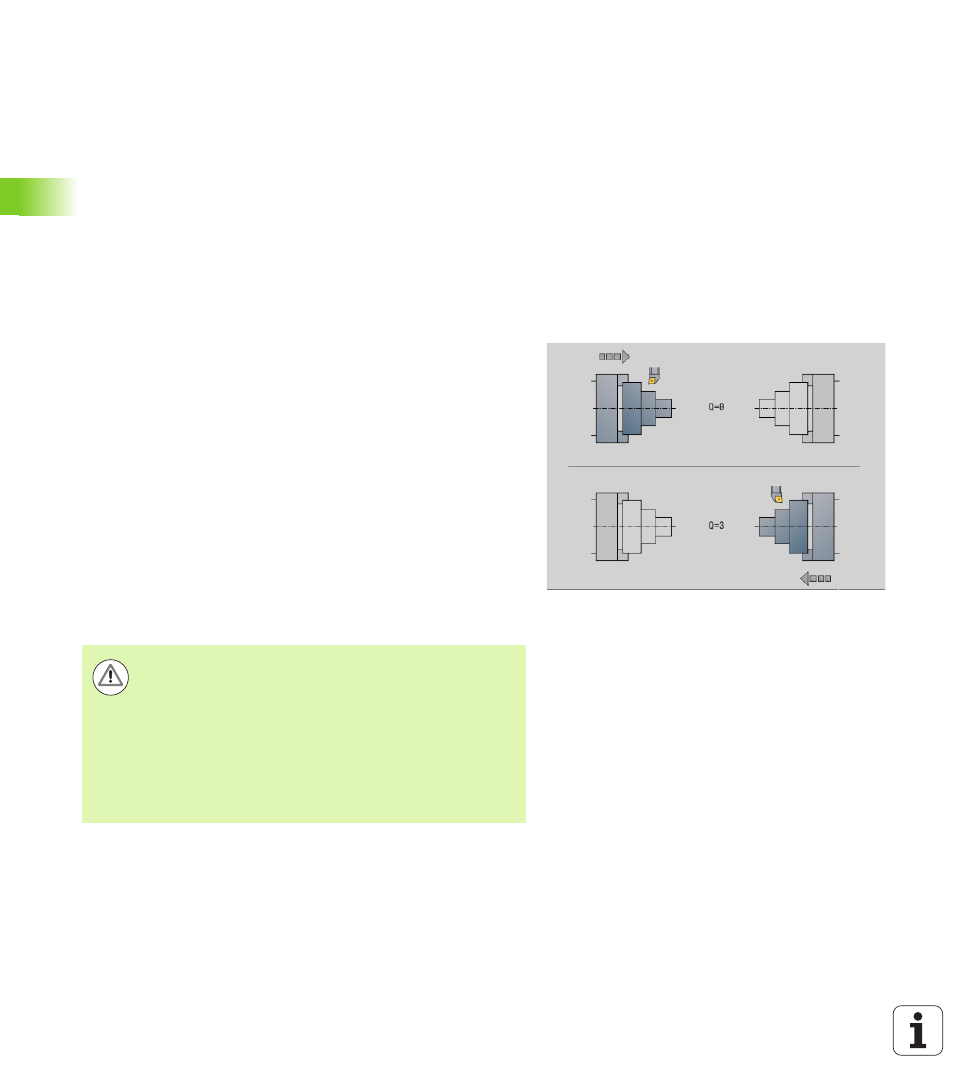
Konvertování a zrcadlení G30
Funkce G30 konvertuje G-funkce, M-Funkce a čísla vřeten. G30
provádí zrcadlení drah pojezdu a rozměrů nástroje a posouvá nulový
bod stroje v dané ose o „offset nulového bodu“ (strojní parametr:
Trans_Z1).
Použití: Při kompletním obrábění popíšete úplný obrys, obrobíte
přední stranu, přepnete obrobek pomocí „expertního programu“ a pak
obrobíte zadní stranu. Abyste mohli programovat obrobení zadní
strany stejně jako obrobení předního čela (orientace osy Z, smysl
otáčení u kruhových oblouků atd.) obsahuje expertní program příkazy
pro konvertování (převod) a zrcadlení.
Parametry
H
Číslo převodní tabulky (možné pouze když byla převodní
tabulka konfigurovaná výrobcem stroje)
Q
Číslo vřetena
Pozor nebezpečí kolize!
Při přechodu z režimu AUTOMATICKY na RUČNĚ
zůstávají konvertování a zrcadlení zachovány
Konvertování/zrcadlení se musí vypnout, jestliže po
obrobení zadní strany opět aktivujete obrobení předního
čela (například: při opakování programu s M99)
Po novém navolení programu jsou konvertování/
zrcadlení vypnuty (příklad: přechod z RUČNĚ do
AUTOMATICKY)