Příprava, upnutí obrobku, 5 p říklad – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 561
HEIDENHAIN MANUALplus 620, CNC PILOT 640
561
7.5 P
říklad
Závity:
Zvolte „Tvar > Závit“.
Vyberte „Základní prvky závitu“.
Dialogové okno „Závit“: Zvolte „ISO DIN 13“
Stiskněte softtlačítko „Zpět“; zpátky do hlavní nabídky
Příprava, upnutí obrobku
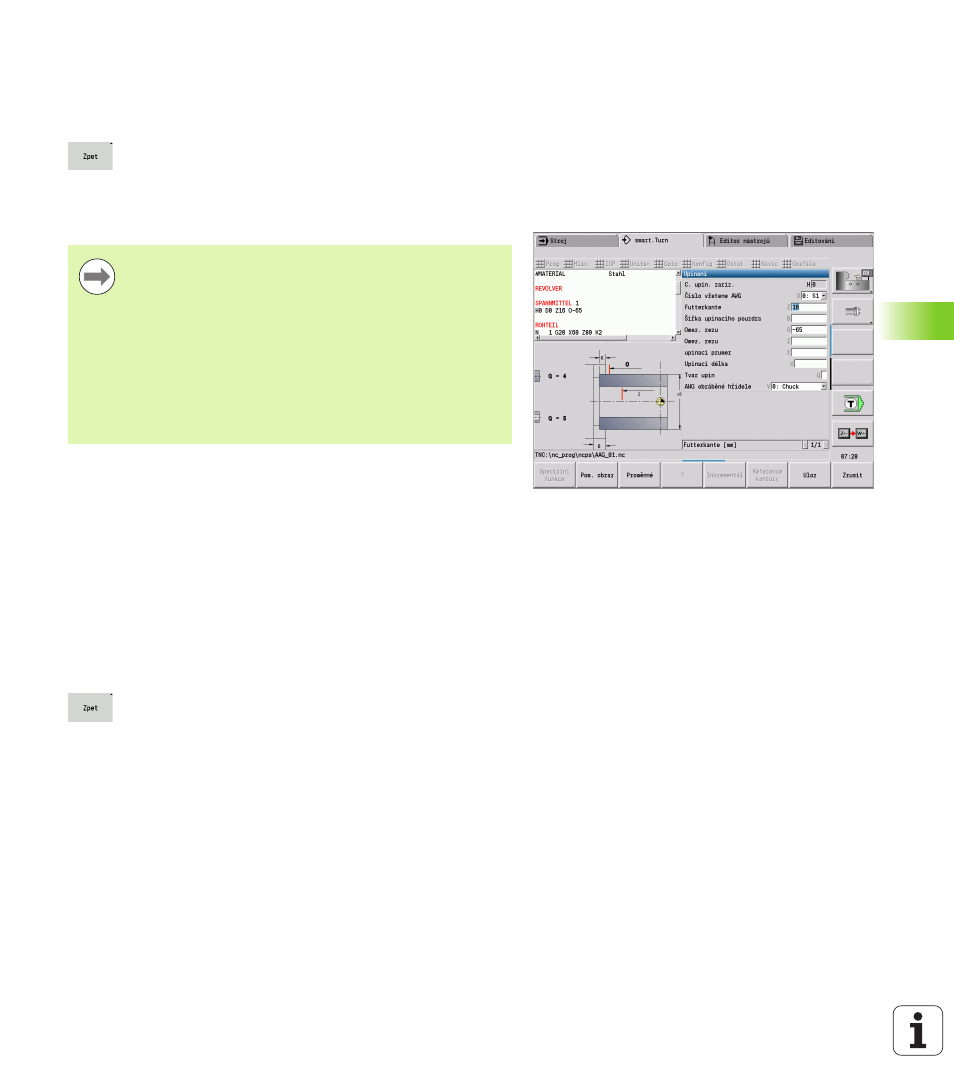
Zvolte „Úvod > Vložit upínky"
Popis upínek:
Zvolte „Číslo vřetena AAG“
Zadejte „Hrana sklíčidla“
Zadejte „Šířka sklíčidla“
Zadejte „Omezení řezu“ (vnější a vnitřní)
Zadejte „Průměr upnutí“
Zadejte „Délku upnutí“
Definujte „Tvar upnutí“
Zvolte „Obrábění hřídelů AAG“
TURN PLUS zohlední při tvorbě programu upínadla a omezení řezu.
Stiskněte softtlačítko „Zpět“; zpátky do hlavní nabídky
TURN PLUS automaticky vypočítá pro obrobek potřebná
posunutí nulového bodu a aktivuje je pomocí G59. Pro
výpočet posunutí nulového bodu TURN PLUS zohlední
následující hodnoty:
Délka obrobku Z (popis polotovaru)
Přídavek K (popis polotovaru)
Hrana sklíčidla Z (popis upínadla, popř. obráběcí
parametr)
Hrana sklíčidla B (popis upínadla, popř. obráběcí
parametr)