35 g-funkce z p ředchozích verzí řídicích systém ů – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 414
414
Programování podle DIN
4.35 G-funkce z p
ředchozích verzí
řídicích systém
ů
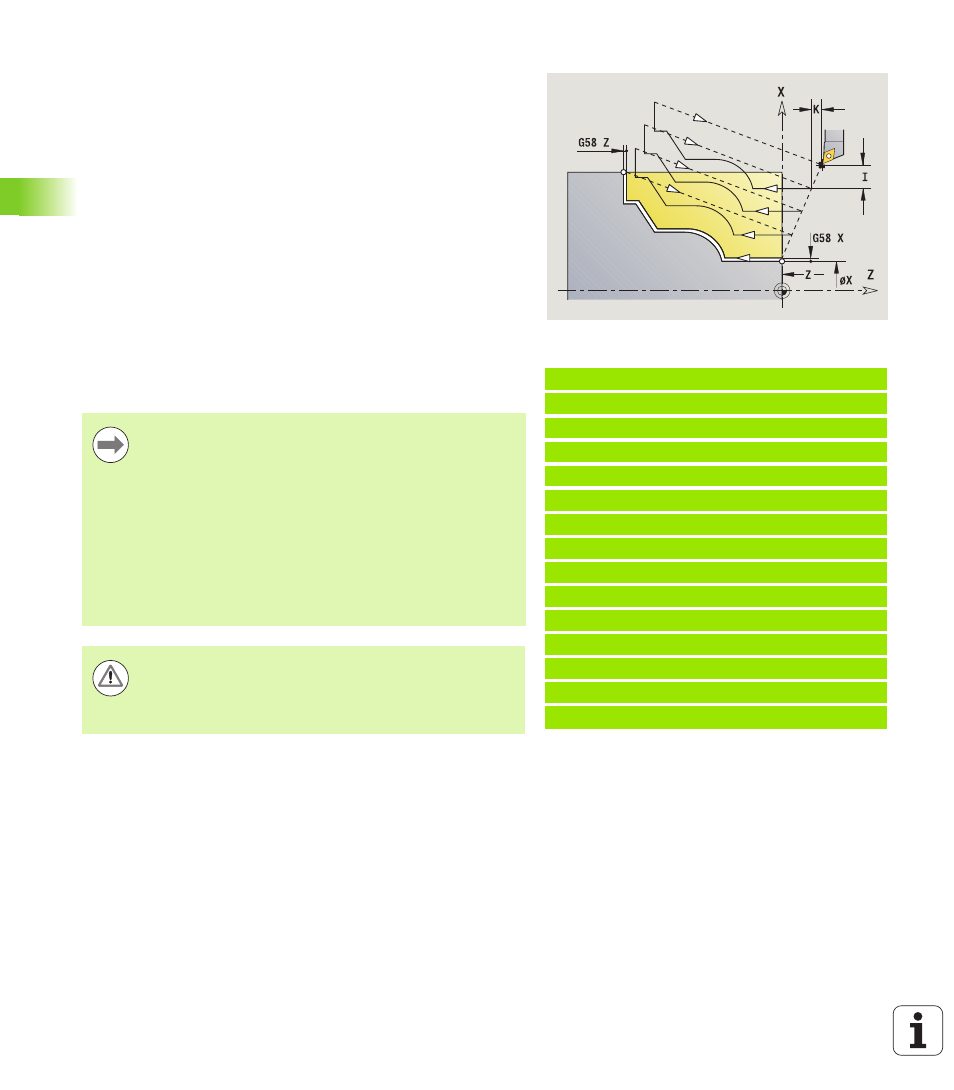
Opakovací obrysový cyklus G83
G83 provede několikrát funkce programované v následujících blocích
(jednoduché dráhy pojezdu nebo cykly bez popisu obrysu). G80 tento
cyklus obrábění ukončí.
Je-li počet přísuvů ve směru X a Z různý, pracuje se nejprve v obou
směrech s programovanými hodnotami. Jakmile se v jednom směru
dosáhne cílové hodnoty, sníží se přísuv na nulu.
Programování:
G83 stojí v bloku sama
G83 se nesmí vnořovat, ani vyvoláním podprogramů.
Przykład: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Parametry
X
Cílový bod obrysu (průměr) – (standardně: převzetí poslední
souřadnice X)
Z
Cílový bod obrysu (standardně: převzetí poslední
souřadnice Z)
I
Maximální přísuv ve směru X (rozměr rádiusu) –
(standardně: 0)
K
Maximální přísuv ve směru Z (standardně: 0)
Korekce rádiusu břitu se neprovádí. SRK můžete
naprogramovat samostatně pomocí G40..G42.
Bezpečná vzdálenost po každém řezu: 1 mm
Přídavek G57
se započte se správným znaménkem (proto nejsou
možné přídavky při vnitřním obrábění)
zůstává účinný po konci cyklu
Přídavek G58
se zohlední, pokud pracujete s SRK
zůstává účinný po konci cyklu
Pozor nebezpečí kolize!
Po každém řezu se vrací nástroj diagonálně zpět, aby
provedl přísuv pro další řez. Je-li třeba, naprogramujte
další dráhu rychloposuvem, aby se zabránilo kolizi.