Řezání vnitřního závitu g36 – jediným řezem, 22 v rt a cí cykly – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 320
320
Programování podle DIN
4.22 V
rt
a
cí cykly
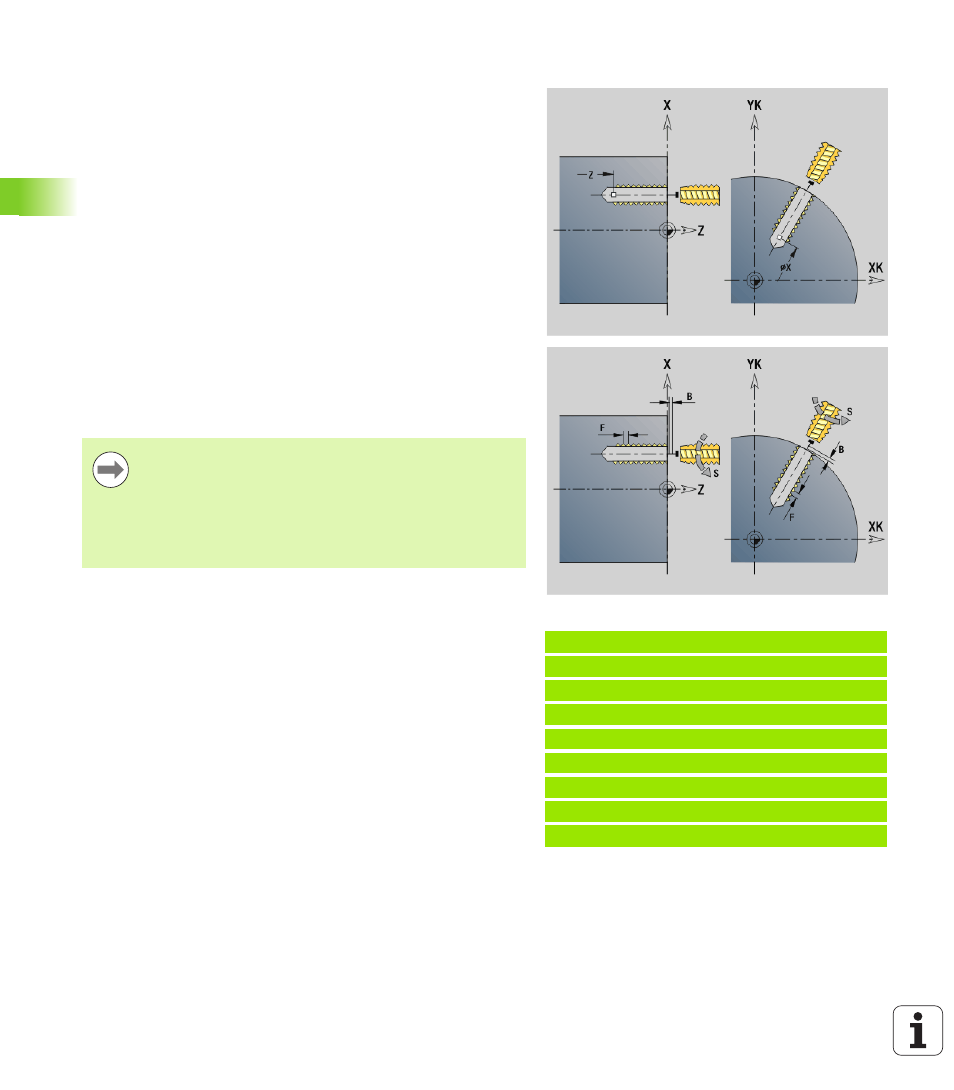
Řezání vnitřního závitu G36 – jediným řezem
G36 řeže axiální a radiální závity pevnými nebo poháněnými nástroji.
G36 rozhodne v závislosti na „X/Z“, zda se jedná o radiální nebo o
axiální vrtání.
Před G36 najeďte do bodu startu. G36 odjede po vyvrtání závitu zpět
do tohoto bodu startu.
Možnosti obrábění:
Pevný závitník: synchronizuje se hlavní vřeteno a pohon posuvu.
Poháněný závitník: synchronizuje se poháněný nástroj (pomocné
vřeteno) a pohon posuvu.
Przykład: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 [Řezání vnitřního závitu]
. . .
Parametry
X
Koncový bod radiální díry (průměr)
Z
Koncový bod axiální díry
F
Posuv na otáčku (stoupání závitu)
B
Délka rozběhu k synchronizaci vřetena a pohonu posuvu
S
Otáčky zpětného pohybu (standardně: otáčky závitníku)
P
Hloubka lomu třísky
I
Vzdálenost výjezdu
„Stop cyklu“ zastaví řezání vnitřního závitu.
„Start cyklu“ pokračuje v řezání vnitřního závitu.
Použijte ke změně rychlosti override posuvu.
Override vřetena je neúčinný!
Při neregulovaném pohonu nástroje (bez senzoru ROD)
je nutná vyrovnávací hlava.