17 obrysové cykly soustružení – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 274
274
Programování podle DIN
4.17 Obrysové cykly soustružení
Podle definice nástroje Řídicí systém rozpozná, zda se jedná o vnější
nebo vnitřní obrábění, resp. o radiální nebo axiální zápich.
Opakování zápichu můžete naprogramovat s G741 před vyvoláním
cyklu.
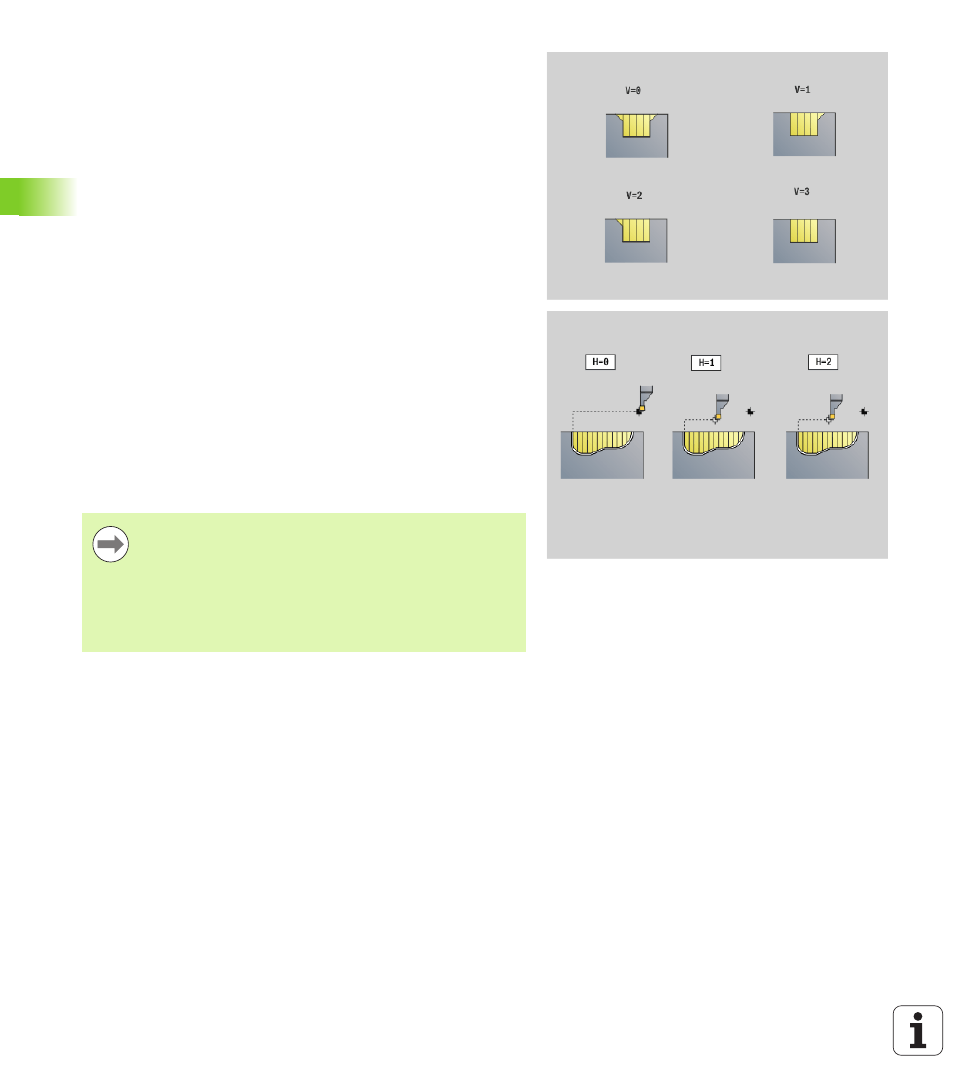
Parametr
H
Způsob odjetí na konci cyklu (standardně: 0)
0: zpět do výchozího bodu
Axiální zápich: nejprve směr Z, pak směr X
Radiální zápich: nejprve směr X, pak směr Z
1: napolohování před hotový obrys
2: odjetí do bezpečné vzdálenosti a zastavení.
B
Šířka zápichu
P
Hloubka úběru, o kterou se přisune jedním řezem.
O
Předpichování odsun
0: vytažení rychloposuvem
1: Pod 45°
U
Dokončení prvku dna
0: Hodnota z globálního parametru
1: Rozdělit
2: Kompletně
Korekce rádiusu břitu se provádí.
Přídavek G57 „zvětšuje“ obrys (i vnitřní obrysy).
Přídavek G58
>0: „zvětšuje“ obrys
<0: nebude se započítávat
Přídavky G57/G58 se po konci cyklu smažou.
Provádění cyklu (při Q = 0 nebo 1)
1 Vypočtou se úseky obrábění a rozdělení řezů.
2 Provede přísuv z bodu startu pro první řez se zřetelem na
bezpečnou vzdálenost.
Radiální zápich: nejdříve směr Z, pak směr X
Axiální zápich: nejdříve směr X, pak směr Z
3 Provede zápich (hrubovací řez)
4 Vrátí se rychloposuvem zpět a provede přísuv pro další řez.
5 Opakuje 3...4, až je obráběná oblast obrobena.
6 Opakuje případně 2...5, až jsou obrobeny všechny úseky
obrábění.
7 Je-li Q=0: dokončí obrys načisto